õX╗Ņ╚¹╝ė╣żĄČŠ▀▓─┴ŽĄ─║Ž└Ē▀xė├
ĪĪĪĪėą║▄Ė▀Ą─╗»īWĘĆČ©ąįŻ¼╠š┤╔┼cĮī┘ėH║Ž┴”ąĪŻ¼Ė▀£ž┐╣č§╗»ąį─▄║├Ż¼╝┤╩╣į┌╚█╗»£žČ╚Ž┬ę▓▓╗┼cõōŽÓ╗źū„ė├ĪŻę“Č°ĄČŠ▀Ą─š│ĮYĪóöU╔óĪóč§╗»─źōp▌^╔┘Ż╗
ĪĪĪĪėą▌^Ą═Ą──”▓┴ŽĄöĄŻ¼Ūąą╝▓╗ęūš│ĄČŻ¼▓╗ęū«a╔·Ęeą╝┴÷ĪŻ
ĪĪĪĪ╠š┤╔ĄČĄ─╚▒³c╩ŪŻ║
ĪĪĪĪ┤Óąį┤¾Ż¼ÅŖČ╚┼cĒgąįĄ═Ż¼┐╣ÅØÅŖČ╚ų╗ėąė▓┘|║ŽĮĄ─1/2Ī½1/5Ż¼ę“┤╦╩╣ė├Ģr▒žĒÜ▀xō±║Ž▀mĄ─Äū║╬ģóöĄ┼cŪąŽ„ė├┴┐Ż╗▒▄├Ō│ą╩▄ø_ō¶žō║╔Ż¼ęįĘ└▒└╚ą┼cŲŲōpŻ╗┤╦═ŌŻ¼╠š┤╔ĄČī¦¤ß┬╩Ą═Ż¼āH×ķė▓┘|║ŽĮĄ─1/2Ī½1/5Ż¼¤ß┼“├øŽĄöĄģs▒╚ė▓┘|║ŽĮĖ▀10Ī½30%Ż¼┐╣¤ßø_ō¶ąį▌^▓ŅĪŻ
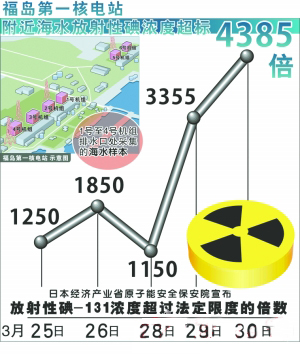
ĪĪĪĪ─┐Ū░Ż¼╠š┤╔ĄČŠ▀▀Ćø]ėąæ¬ė├ė┌õX╗Ņ╚¹╝ė╣ż▀^│╠ųąĪŻ
ĪĪĪĪ3 ąĪĮY
ĪĪĪĪĄČŠ▀▓─┴ŽĄ─░lš╣ī”ŪąŽ„╝╝ągĄ─▀M▓ĮŲų°øQČ©ąįĄ─ū„ė├ĪŻ▒Š╬─ĮķĮB┴╦ŪąŽ„ųą╦∙╩╣ė├Ą─Įäé╩»ĪóŠ█Š¦┴óĘĮĄ¬╗»┼Īó╠š┤╔Īóė▓┘|║ŽĮĪóĖ▀╦┘õōĄ╚ĄČŠ▀▓─┴ŽĄ─ąį─▄╝░▀mė├ĘČć·ĪŻĄČŠ▀ōpē─ÖC└Ē╩ŪĄČŠ▀▓─┴Ž║Ž└Ē▀xė├Ą─└Ēšō╗∙ĄAŻ¼ĄČŠ▀▓─┴Ž┼c╣ż╝■▓─┴ŽĄ─ąį─▄Ųź┼õ║Ž└Ē╩ŪŪąŽ„ĄČŠ▀▓─┴Ž▀xō±Ą─ĻPµIę└ō■Ż¼ę¬Ė∙ō■ĄČŠ▀▓─┴Ž┼c╣ż╝■▓─┴ŽĄ─┴”īWĪó╬’└Ē║═╗»īWąį─▄▀xō±ĄČŠ▀▓─┴ŽŻ¼▓┼─▄½@Ą├┴╝║├Ą─ŪąŽ„ą¦╣¹ĪŻŠ═╗Ņ╚¹į┌ŪąŽ„╝ė╣żĢrĄ─ĄČŠ▀▓─┴Ž▀xė├ū„┴╦ĻU╩÷ĪŻ
ĪĪĪĪĖ▀╦┘õōŻ║╗Ņ╚¹╝ė╣żųąŃŖØ▓├░┐┌ĪóŃŖÖM▓█╝░ŃŖ┼“├ø▓█ė├ŃŖĄČŻ¼Ń@ė═┐ūė├Ń@Ņ^Ą╚Č╝×ķĖ▀╦┘õō▓─┴ŽĪŻ
ĪĪĪĪė▓┘|║ŽĮŻ║YGĪóYDŽĄ┴ąė▓┘|║ŽĮĄČŠ▀▒╗ÅVĘ║æ¬ė├ė┌õX╗Ņ╚¹╝ė╣żĄ─Ė„éĆ╣żą“ųąŻ¼╠žäe╩Ū╗Ņ╚¹┤ų╝ė╣ż║═░ļŠ½╝ė╣ż╣żą“ĪŻ
ĪĪĪĪ┴óĘĮĄ¬╗»┼Ż║┴óĘĮĄ¬╗»┼ĄČŠ▀▒╗ė├ė┌ĶéĶTĶFŁh╗Ņ╚¹Ą─▄掄ĶTĶFŁh▓█╣żą“ųąĪŻ═¼Ģrę▓æ¬ė├ė┌╗Ņ╚¹┴ó¾w┐┐─ŻĄ─╝ė╣żųąĪŻ
ĪĪĪĪĮäé╩»Ż║Įäé╩»ĄČŠ▀┐╔└¹ė├Įäé╩»▓─┴ŽĄ─Ė▀ė▓Č╚ĪóĖ▀─═─źąįĪóĖ▀ī¦¤ßąį╝░Ą═─”▓┴ŽĄöĄīŹ¼Fėą╔½Įī┘╝░─═─źĘŪĮī┘▓─┴ŽĄ─Ė▀Š½Č╚ĪóĖ▀ą¦┬╩ĪóĖ▀ĘĆČ©ąį║═Ė▀▒Ē├µ╣ŌØŹČ╚╝ė╣żĪŻį┌ŪąŽ„õX║ŽĮĢrŻ¼PCDĄČŠ▀Ą─ē█├³╩Ūė▓┘|║ŽĮĄČŠ▀Ą─Äū╩«▒Č╔§ų┴Äū░┘▒ČŻ¼╩Ū─┐Ū░õX╗Ņ╚¹Š½├▄╝ė╣żĄ─└ĒŽļĄČŠ▀Ż¼ęčĮøæ¬ė├ė┌Š½▄ć╗Ņ╚¹Łh▓█ĪóŠ½ńM╗Ņ╚¹õN┐ūĪóŠ½▄ć╗Ņ╚¹═ŌłAĪóŠ½▄ć╗Ņ╚¹Ēö├µ╝░Š½▄ć╗Ņ╚¹╚╝¤²╩ęĄ╚Š½╝ė╣ż╣żą“ųąĪŻ
ųąµuį┌ŠĆ▓╔╝»ųŲū„
Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬Ī¬------------------------------- ▒ŠšŠ├Ōž¤╔Žę╗Ēō [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] Ž┬ę╗Ēō
├Ōž¤┬Ģ├„Ż║╔Ž╬─āH┤·▒Ēū„š▀╗“░l▓╝š▀ė^³cŻ¼┼c▒ŠšŠ¤oĻPĪŻ▒ŠšŠ▓ó¤o┴xäšī”ŲõįŁäōąį╝░ā╚╚▌╝ėęįūCīŹĪŻī”▒Š╬─╚½▓┐╗“š▀▓┐Ęųā╚╚▌(╬─ūų╗“łDŲ¼)Ą─šµīŹąįĪó═Ļš¹ąį▒ŠšŠ▓╗ū„╚╬║╬▒ŻūC╗“│ąųZŻ¼šłūxš▀ģó┐╝Ģrūįąą║╦īŹŽÓĻPā╚╚▌ĪŻ▒ŠšŠųŲū„Īó▐D▌dĪó═¼ęŌĢ■åT░l▓╝╔Ž╩÷ā╚╚▌āH│÷ė┌é„▀fĖ³ČÓą┼Žóų«─┐Ą─Ż¼Ą½▓╗▒Ē├„▒ŠšŠšJ┐╔Īó═¼ęŌ╗“┘Ø═¼Ųõė^³cĪŻ╔Ž╩÷ā╚╚▌āH╣®ģó┐╝Ż¼▓╗śŗ│╔═Č┘YøQ▓▀ų«Į©ūhŻ╗═Č┘Yš▀ō■┤╦▓┘ū„Ż¼’LļUūįō·ĪŻ╚ńī”╔Ž╩÷ā╚╚▌ėą╚╬║╬«ÉūhŻ¼šł┬ōŽĄŽÓĻPū„š▀╗“┼c▒ŠšŠšŠķL┬ōŽĄŻ¼▒ŠšŠīó▒M┐╔─▄ģfų·╠Ä└ĒėąĻP╩┬ę╦ĪŻųxųxįLå¢┼c║Žū„ŻĪ ųąµuį┌ŠĆ▓╔╝»ųŲū„.
|