┴óūŃŲ¾śI░lš╣¼FĀŅŻ¼ĻPūó│¼ė▓ĄČŠ▀ū▀Ž“
Į³─ĻüĒųąć°Ų¹▄ć╣żśI░lš╣«É│ŻčĖ╦┘Ż¼ć°ā╚Ė„┤¾Ų¹▄ć╝»łFČ╝į┌╝ė┤¾═Č┘YŻ¼Ų¹▄ćųŲįņ╠žäe╩ŪŲ¹▄ć╦∙ąĶĄ─░läėÖCĪóūā╦┘ŽõĪó▄ćś“Ą╚┴Ń▓┐╝■ųŲįņĄ─┘|┴┐ę¬Ū¾ę▓į┌▓╗öÓ╠ßĖ▀Ż¼¤ošō╩Ū╝ė╣żŠ½Č╚Īóą╬╬╗ę¬Ū¾▀Ć╩Ū▒Ē├µ┘|┴┐ę¬Ū¾Č╝ėą┴╦ą┬Ą─╠ßĖ▀Ż¼Å─Č°ī”┼cÖCąĄ╝ė╣ż║═Įī┘ŪąŽ„Šo├▄ŽÓĻPĄ─ĄČŠ▀Ą─ąĶŪ¾▓╗öÓ╔Ž╔²Ż¼į┌╚½├µīŹąąŠ½ęµ╔·«aĄ─═¼Ģrę¬Ū¾▓╗öÓĮĄĄ═ĄČŠ▀│╔▒ŠĪŻ┐vė^─┐Ū░ć°ā╚Ą─│¼ė▓ĄČŠ▀╩ął÷Ż¼ęč▒╗ć°═Ō▀M┐┌Ą─Ž╚▀MĄČŠ▀¬Ü░į╠ņŽ┬Ż¼įņ│╔Ī░č¾ĄČĪ▒ē┼öÓĄ─Šų├µŻ¼Ą½▀M┐┌ĄČŠ▀░║┘FĄ─ārĖ±Īó▌^ķLĄ─╣®žøų▄Ų┌ūīć°ā╚ųTČÓī”ĄČŠ▀ėąŲ╚ŪąīŹļHąĶŪ¾Ą─ė├æ¶═¹Č°ģs▓ĮŻ¼ßśī”╔Ž├µĄ─šµīŹŪķøręį╝░«öŽ┬ĄČŠ▀╩ął÷Ą─░lš╣┌ģä▌Ż¼╬ęéāī”╬ę╣½╦ŠPCD/CBN ĄČŠ▀Ą─ā×ä▌▀Mąą┴╦£╩┤_Ą─Č©╬╗Ż¼ęįØMūŃć°ā╚ÅV┤¾┐═æ¶Ą─ąĶŪ¾ĪŻ
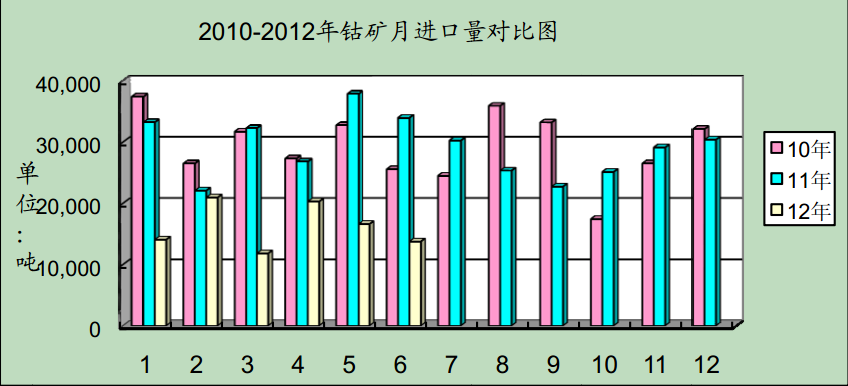
ĪĪĪĪėøš▀Ż║ ļSų°Ų¹▄ć«a┴┐Ą─į÷╝ėŻ¼ė├æ¶įĮüĒįĮČÓĄ─ĻPūóŲ¹▄ć╝ė╣ż┘|┴┐║═│╔▒Š┐žųŲŻ¼┘F╣½╦ŠPCD ĪóCBNĄČŠ▀Ą─ā×ä▌ėą──ą®Ż¼╚ń║╬ØMūŃ┐═æ¶Ą─ąĶŪ¾Ż┐
ĪĪĪĪÅł°P°QŽ╚╔·Ż║╚½┴”░lš╣│¼ė▓ĄČŠ▀ć°«a╗»╩Ū╬ę╣½╦Š░lš╣æ┬į─┐ś╦Ą─Ą┌ę╗▓ĮŻ¼ļSų°ųąć°Ų¹▄ćųŲįņśIĄ─Ė▀╦┘░lš╣Ż¼ć°ā╚ĄČŠ▀ąąśIę▓«É│Ż╗Ņ▄SŻ¼┼Ņ▓¬░lš╣Ż¼ć°ā╚═ŌĄ─ĄČŠ▀╣½╦ŠČ╝┐┤ųą┴╦ųąć°▀@éĆ┤¾╩ął÷Ż¼ć°ļH╔Žų°├¹Ą─ĄČŠ▀║═ĄČ▌oŠ▀╣½╦Š╝░Ųõ«aŲĘÄū║§Č╝╚ļ±v┴╦ųąć°Ż¼ĄČŠ▀Ą─õN╩█║═╣®æ¬øQ▓╗āH╩ŪīóĄČŠ▀õN╩█Įo┐═æ¶╗“īóĄČŠ▀╦═ĄĮė├涼Fł÷Š═ąą┴╦Ż¼╬ę╣½╦Š│¼ė▓ĄČŠ▀ųŲįņ║═Ę■䚥─▒Š═┴╗»Ż¼╩╣Ą├╣®æ¬╔╠Ė³┐┐Į³ūŅĮKė├æ¶Ż¼─▄ē“Ė³║├Ąž╠ß╣®ī”ė├æ¶Ą─¼Fł÷ų¦│ųĪŻ
ĪĪĪĪ╩ūŽ╚╩Ū╬ę╣½╦Š┐╔ęįī”▒Š═┴╩ął÷Ę┤æ¬čĖ╦┘Ż¼┴╦ĮŌ┐═æ¶Ą─ąĶŪ¾▓ó╝░Ģrū„│÷Ēææ¬Ż¼╣®žøĢrķg┐sČ╠Ż╗Ųõ┤╬╩Ū┐╔ęį└¹ė├ųąć°Ą─ä┌äė┴”│╔▒Šā×ä▌Ż¼ĮĄĄ═ĄČŠ▀╔·«a│╔▒ŠŻ¼ųŲįņĄ─ĄČŠ▀▓╗āH╣®æ¬ųąć°┐═æ¶Ż¼ę▓│÷┐┌ų┴╩└ĮńĖ„ĄžŻ¼į┌ę╗Č©│╠Č╚╔Žį÷ÅŖ┴╦│¼ė▓ĄČŠ▀ć°«a╗»ā×ä▌Ż╗ūŅ║¾╩Ū╬ę╣½╦ŠĄČŠ▀Ą─╩█║¾Ę■äš║═¼Fł÷╝╝ągų¦│ųŻ¼╠žäe╩Ū╔·«a¼Fł÷ėąĢrĢ■ę“Ė„ĘNįŁę“░l╔·ĄČŠ▀Ą─ĘŪš²│Ż║─▒MČ°ę²Ųī”ĄČŠ▀Ą─Šo╝▒ąĶŪ¾ĪŻ╬ę╣½╦Š─▄ī”ė├æ¶Ą─ąĶŪ¾ū„│÷╝░Ģr┐ņ╦┘£╩┤_Ą─Ēææ¬Ż¼▓óÄ═ų·ė├æ¶Ęų╬÷å¢Ņ}│÷¼FĄ─įŁę“Ż¼╠ß│÷ĮŌøQå¢Ņ}Ą─ŪąīŹĘĮĘ©║═┤ļ╩®Ż¼▓óįOĘ©į┌▒M┐╔─▄Č╠Ą─Ģrķgā╚╠ß╣®║Ž▀mĄ─ĄČŠ▀╗“ĄČ▌oŠ▀Ż¼▒Ż│ų╔·«aŠĆĄ─š²│Ż▀\▐DĪŻ▀@ą®ā×ä▌Ą─┤µį┌▒ŻūC┴╦┐═æ¶ī”«aŲĘĄ─ØMęŌČ╚Ż¼Ų┌┤²┼c╬ę╣½╦ŠĮ©┴ó║═▒Ż│ųķLŲ┌Ą─║Žū„╗’░ķĻPŽĄĪŻ
ĪĪĪĪėøš▀Ż║ī”ė┌š¹¾wCBN ĄČŠ▀Ą─ĻPūó┌ģä▌ĪŻ
Åł°P°QŻ║─┐Ū░Ż¼ęčėąŲ¹▄ć┴Ń▓┐╝■ųŲįņÅS×ķĮĄĄ═ę╗┤╬ąįįOéõ═Č┘YŻ¼£p╔┘╔·«aŠĆųąĄ─įOéõöĄ┴┐Ż¼═¼ĢrėųŽŻ═¹▒ŻūC╔·«a╣Ø┼─Ż¼Š═▓╔ė├Š▀ėąĖ▀╦┘╝ė╣ż─▄┴”Ą─╝ė╣żųąą─Ż¼’@ų°Ąž╠ßĖ▀ŪąŽ„ė├┴┐Ż¼═¼Ģr▓╔ė├▀m║Ž▀@ĘNĖ▀╦┘ŪąŽ„Ą─š¹¾wCBN ĄČŠ▀ĪŻ▒M╣▄CBN ĄČŠ▀ārĖ±▌^┘FŻ¼Ą½╩Ū╚ń╣¹┐╝æ]ĄĮŲõī”ė┌╝ė╣żą¦┬╩Ą─╠ßĖ▀║═į┌═Č┘Y│╔▒Š╔ŽĄ─╣Ø╝sŻ¼┐éĄ─╦ŃŲüĒ▀Ć╩Ū║▄ĮøØ·Ą─Ż¼š¹¾wCBN ĄČŠ▀┐╔ė├ė┌╝ė╣ż┤Ńė▓╣ż╝■Ż¼īŹ¼Fęį▄ć┤·─źĪŻ
ĪĪĪĪ┴óĘĮĄ¬╗»┼Ż©CBNŻ®ĄČŠ▀▓─┴ŽĄ─╠ž³c╩Ūė▓Č╚śOĖ▀Ż©āH┤╬ė┌Įäé╩»Ż®Ż¼╠žäe╩ŪŲõ╝tė▓ąį║├Ż¼į┌1000 ČÓČ╚Ą─Ė▀£žŽ┬╚į─▄▒Ż│ųŲõė▓Č╚║═┴╝║├Ą─ŪąŽ„ąį─▄Ż¼▀mæ¬┴╦Ė▀╦┘ŪąŽ„Ą─ąĶ꬯¼ę▓ØMūŃ┴╦ę╗ą®Ė▀ė▓Č╚ļy╝ė╣ż┴Ń╝■Ą─╝ė╣żąĶ꬯¼į┌░läėÖCĖū¾wĄ╚ĶTĶFŅÉ┴Ń╝■║═ÜŌķTķyū∙Ą╚Ę█─®ę▒Į┴Ń╝■Ą─╝ė╣żųą½@Ą├┴╦▌^║├Ą─æ¬ė├ą¦╣¹ĪŻ×ķĖ▀╦┘Š½╝ė╣ż╗“░ļŠ½╝ė╣ż┤Ń╗õōĪó└õė▓ĶTĶFĪóĖ▀£ž║ŽĮ└ĒŽļĄČŠ▀▓─┴ŽŻ¼ė╔ė┌CBN ĄČŠ▀╝ė╣żĖ▀ė▓Č╚┴Ń╝■Ģr┐╔ęį½@Ą├┴╝║├╝ė╣ż▒Ē├µ┤ų▓┌Č╚Ż¼ę“┤╦▓╔ė├CBN ĄČŠ▀ŪąŽ„┤Ń╗õō┐╔ęįīŹ¼FĪ░ęįŪą┤·─źĪ▒ĪŻ▒╚╚ńÜŌĖū¾wĖū┐ūĄ─╝ė╣żį┌░ļŠ½ńM║═Š½ńM╣żą“ųą║▄ČÓŠ═▓╔ė├┴╦CBN ĄČŲ¼Ż¼ŪąŽ„╦┘Č╚┐╔▀_800m/minŻ¼ĄČŠ▀ē█├³╩Ūė▓┘|║ŽĮĄČŠ▀Ą─ę╗▒Čęį╔ŽĪŻį┌ÜŌĖū¾wĄ─Ėū╔wĮY║Ž├µĄ─╝ė╣żųąŻ¼CBN ŃŖĄČŪąŽ„ŠĆ╦┘Č╚┐╔▀_1200m/min ęį╔ŽŻ¼Ė▀Ą─╔§ų┴┐╔ęį▀_ĄĮ2000m/minŻ¼▀MĮo╦┘Č╚┐╔▀_ 1000 Ī½ 2000mm/minĪŻ
ĪĪĪĪļSų°┐Ų╝╝Ą─▓╗öÓ▀M▓ĮŻ¼ųŲįņśIĄ─Ė▀╦┘░lš╣, Ė▀╦┘ŪąŽ„Īó│¼Š½├▄╝ė╣żĪóŠG╔½ųŲįņ░lš╣ĖČųTīŹ¼FŻ¼ī”ĄČŠ▀╠ß│÷┴╦╚½ą┬ę¬Ū¾Ż¼ė╔ė┌CBN ĄČŠ▀▓─┴ŽŠ▀ėą¬Ü╠žĄ─ā×ä▌Ż¼╬┤üĒŲõ▒žīóėąųž┤¾░lš╣ĪŻĄČŠ▀▓─┴Ž┼c╣ż╝■▓─┴ŽļpĘĮĮ╗╠µ░lš╣ŽÓ╗ź┤┘▀MŻ¼│╔×ķŪąŽ„ĄČŠ▀▓╗öÓŽ“Ū░░lš╣Üv╩ĘęÄ┬╔ĪŻ╬┤üĒŻ¼ĄČŠ▀▓─┴Ž▒žīó├µ┼R╣ż╝■ąį─▄╠ßĖ▀Ż¼╝ė╣ż┼·┴┐╝ė┤¾ųŲįņŠ½Č╚╠ß╔²Ė³ć└Š■╠¶æŻ¼▀@Š═┤┘╩╣CBNĄČŠ▀ė╔įŁüĒĄ─Ų¹▄ćųŲįņąąśI▐DŽ“║Į┐šĄ╚ą┬ŅIė“Ż¼▀@ę▓Š═ŅA╩Šų°į┌╬┤üĒĄ─ĄČŠ▀╩ął÷░lš╣ųąŻ¼CBN ĄČŠ▀▒žīóōĒėąÅVķ¤Ą─░lš╣╠ņĄžŻ¼ūī╬ęéā╩├─┐ęį┤²ŻĪ
ĪĪĪĪėøš▀Ż║ ▒M╣▄CBN ęč╩Ūę╗ĘN▒╚▌^│╔╩ņĄ─ĄČŠ▀▓─┴ŽŻ¼ Ą½ī”ė┌PCBN ĄČŠ▀Ą─╝ė╣żæ¬ė├üĒšfŻ¼ ŪąŽ„╚ąųŲéõęį╝░öÓą╝▓█Č╝ĘŪ│Żųžę¬Ż¼─·ėą║╬┐┤Ę©ĪŻ
ĪĪĪĪÅł°P°QŻ║┴óĘĮĄ¬╗»┼Ż©CBNŻ®╩ŪŪąŽ„╝ė╣żųąĄ─Ė▀ąį─▄ĄČŠ▀▓─┴ŽŻ¼═©│ŻųŲįņPCBN ĄČŠ▀Ą─ĘĮĘ©╩ŪīóPCBN Å═║ŽŲ¼Ż©PCBN Å═║ŽŲ¼╩Ū╝ė╚ļĮī┘š│Įė䮥─CBN Š¦┴Żė├Ė▀ē║Ė▀£ž¤²ĮY║Ž│╔Ż®ŪąĖŅ│╔Ė„ĘNą╬ĀŅĄ─ĄČŲ¼Ż¼╚╗║¾║ĖĮėį┌ĄČ¾w╔ŽĪŻį┌PCBN Å═║ŽŲ¼╔ŽŻ¼¤oą“┼┼┴ąĄ─┴óĘĮĄ¬╗»┼Ż©CBNŻ®╩╣PCBN Å═║ŽŲ¼Š▀ėąŠ∙ä“Ą─ĪóśOĖ▀Ą─ė▓Č╚║═─═─źąįŻ¼ĄČŅ^╔ŽPCBN ▓┐Ęųõh└¹│╠Č╚┼cå╬Š¦Įäé╩»╣żŠ▀ŽÓ«öŻ¼┐╔ī”┤Ń╗▓╗õPõōŻ©HRC>50Ż®▀MąąńR├µ╝ė╣żŻ¼▀@Š═į÷╝ė┴╦PCBN ĄČŠ▀ŪąŽ„╚ą┼cöÓą╝▓█Ą─╝ė╣żļyČ╚Ż¼ę╗░ŃĄ─ŃŖŽ„╝ė╣ż║─ĢrŪę╝ė╣ż▒Ē├µ┘|┴┐▓╗└ĒŽļŻ¼Ą½ŪąŽ„╚ą─źŽ„║═öÓą╝▓█įOėŗ╝░╝ė╣ż╩ŪPCBN ĄČŠ▀Ą─ųžę¬ųŲéõ╣ż╦ćĪŻ
ĪĪĪĪ╬ę╣½╦ŠĖ∙ō■┐═æ¶╝ė╣ż▓─┴ŽąĶŪ¾Ż¼įOėŗėąų▒ŠĆłA╗Īą╬Īóų▒ŠĆą╬║═╚½łA╗Īą╬Ą─▓█ą═Ż¼Ū░īÆ╔Ņ║¾šŁ£\Ż¼į┌ę╗Č©Ą─ŪąŽ„ė├┴┐ĘČć·ā╚öÓą╝Ż¼╩╣Ūąą╝▓╗ČčĘeĪó▓╗└p└@╣ż╝■║═ĄČŠ▀Ż¼═¼Ģrė╔ė┌PCBN ĄČŠ▀öÓą╝▓█łA╗Ī╗ĪČ╚ąĪŪęCBN▓─┘|Ą─ė▓Č╚Ė▀ļy╝ė╣żŻ¼▀@Š═į÷╝ė┴╦öÓą╝▓█Ą─╝ė╣żļyČ╚Ż¼╬ęéāäōą┬▓╔ė├│¼┬Ģ▓©╝ė╣żŻ¼į┌Ū·ŠĆ▌å└¬Š½╝ė╣żųąŻ¼īŹ¼FĪ░ęį▄ć┤·─źĪóęįŃ@┤·ŃqĪóęįŃŖ┤·─źĪ▒Ż¼į┌Ė▀╦┘Ė▀ą¦╝ė╣żŽ┬Ą├ĄĮ└ĒŽļųąĄ─PCBN ĄČŠ▀öÓą╝▓█ĪŻ
ĪĪĪĪėøš▀Ż║ Ąõą═Ą─Ų¹▄ć┴Ń╝■▄掄╝ė╣ż░³└©Ų¹Ėū¾wĪóŲ¹Ėū╔wĪó▄ć▌SĪóŁhĪóąĪ²X▌åĪóĖ„ĘN“īäė▌SĪó▌S│ą╔wĄ╚ŅÉ╦Ų┴Ń╝■Ż¼┘F╣½╦Šį┌┤╦ĘĮ├µėąį§śėĄ─æ¬ė├Ż¼─▄×ķė├æ¶Ä¦üĒ──ą®└¹ęµŻ┐
ĪĪĪĪÅł°P°QŻ║╬ę╣½╦ŠėąīŻķTßśī”Ų¹▄ć┴Ń▓┐╝■▄掄╝ė╣żĄ─│¼ė▓ĄČŠ▀蹊┐šnŅ}Ż¼│╔┴óīŻķTšnŅ}ąĪĮMŻ¼čąųŲķ_░līŻė├┼õ╠ūĄČŠ▀ĪŻŲ®╚ńį┌ßśī”Ų¹▄ć░läėÖCĻPµI┴Ń▓┐╝■┼õ╠ūĄČŠ▀Ą─čą░l┼cæ¬ė├Ż¼╬ę╣½╦Šßśī”▀M┼┼ÜŌī¦╣▄/ ū∙╚”Ąū┐ūÅ═║ŽöUĄČ/ Å═║ŽŃqĄČĪóćŖė═ūņÅ═║ŽŃqĄČ/Å═║ŽŃqĄČĪó╗╗©╚¹┐ūöUĄČ/ ŃqĄČĪó═”ų∙┐ūöUĄČ/ ŃqĄČĪó═╣▌å┐ūöUĄČ/ ŃqĄČĪóŪ·▌Są▒ė═┐ū╔Ņ┐ūŃ@ĪóŪ·▌SĘ©╠m┐ū║ŽĮŃ@Ņ^Īó▀BŚUąĪŅ^┐ūŃ@/ öU/ ŃqĪó▀BŚU▀BĮė┬▌╝y┐ūŃ@/ öUĪó╦«Č┬┐ūöUĄČ/ ŃqĄČĪó░läėÖC╔Ņ┐ū²X╣┌Ń@Ą╚ĄČŠ▀Ą─čą░lŻ¼╗∙▒Š─▄Ė▓╔wŲ¹▄ć░läėÖCĻPµI┴Ń▓┐╝■╔·«a╦∙╔µ╝░Ą─ų„ꬥȊ▀Ż¼×ķŲ¹▄ć░läėÖCĻPµI┴Ń▓┐╝■╔·«aŲ¾śI╠ß╣®š¹╠ūŠ½╝ė╣ż│¼ė▓ĄČŠ▀ĪŻ
ĪĪĪĪ╬ę╣½╦Š«aŲĘ╝╝ąg║═┘|┴┐▀_ĄĮć°═Ō▀M┐┌ĄČŠ▀╦«ŲĮŻ¼į┌«aŲĘąį─▄║═ē█├³ųĖś╦┼cć°═Ō▀M┐┌ĄČŠ▀ŽÓ«öĄ─ŪķørŽ┬Ż¼ārĖ±īóĄ═ė┌▀M┐┌ĄČŠ▀20% ū¾ėęŻ¼Š▀ėą┴╝║├Ą─ąįār▒╚Ż¼Å─Č°Š▀éõ╚½├µ╠µ┤·▀M┐┌ĄČŠ▀īŹ┴”Ż¼×ķ╩╣ė├ė├æ¶į┌╠ßĖ▀Ų¹▄ć┴Ń▓┐╝■╔·«aą¦┬╩║═╝ė╣ż┘|┴┐Ą─═¼ĢrĮĄĄ═ųŲįņ│╔▒ŠĪŻ═¼ĢrŻ¼š¹éĆ┼õ╠ūĄČŠ▀Ą─╔·«a╝░╩╣ė├ėą└¹ė┌į┌ė├æ¶╔·«a¼Fł÷│÷¼FĄČŠ▀╝╝ąg╩╣ė├å¢Ņ}╗“ĘŪš²│Ż║─▀MČ°ę²Ųī”ĄČŠ▀Ą─Šo╝▒ąĶŪ¾ĢrŻ¼╬ę╣½╦Š╝╝ąg╚╦åTĄ┌ę╗Ģrķg┌sĄĮ╔·«a¼Fł÷Ä═ų·ė├æ¶Ęų╬÷įŁę“Ż¼▒M┐╔─▄į┌ūŅČ╠Ģrķg╠ß╣®║Ž▀mĄČŠ▀╗“š{š¹┼õ╠ūĄČŠ▀╔·«a╣ż╦ćŻ¼▒ŻūC╔·«aŠĆĄ─š²│Ż▀\ū„Ż¼īŹ¼F┐═æ¶└¹ęµūŅ┤¾╗»ĪŻ
├Ōž¤┬Ģ├„Ż║╔Ž╬─āH┤·▒Ēū„š▀╗“░l▓╝š▀ė^³cŻ¼┼c▒ŠšŠ¤oĻPĪŻ▒ŠšŠ▓ó¤o┴xäšī”ŲõįŁäōąį╝░ā╚╚▌╝ėęįūCīŹĪŻī”▒Š╬─╚½▓┐╗“š▀▓┐Ęųā╚╚▌(╬─ūų╗“łDŲ¼)Ą─šµīŹąįĪó═Ļš¹ąį▒ŠšŠ▓╗ū„╚╬║╬▒ŻūC╗“│ąųZŻ¼šłūxš▀ģó┐╝Ģrūįąą║╦īŹŽÓĻPā╚╚▌ĪŻ▒ŠšŠųŲū„Īó▐D▌dĪó═¼ęŌĢ■åT░l▓╝╔Ž╩÷ā╚╚▌āH│÷ė┌é„▀fĖ³ČÓą┼Žóų«─┐Ą─Ż¼Ą½▓╗▒Ē├„▒ŠšŠšJ┐╔Īó═¼ęŌ╗“┘Ø═¼Ųõė^³cĪŻ╔Ž╩÷ā╚╚▌āH╣®ģó┐╝Ż¼▓╗śŗ│╔═Č┘YøQ▓▀ų«Į©ūhŻ╗═Č┘Yš▀ō■┤╦▓┘ū„Ż¼’LļUūįō·ĪŻ╚ńī”╔Ž╩÷ā╚╚▌ėą╚╬║╬«ÉūhŻ¼šł┬ōŽĄŽÓĻPū„š▀╗“┼c▒ŠšŠšŠķL┬ōŽĄŻ¼▒ŠšŠīó▒M┐╔─▄ģfų·╠Ä└ĒėąĻP╩┬ę╦ĪŻųxųxįLå¢┼c║Žū„ŻĪ ųąµuį┌ŠĆ▓╔╝»ųŲū„ĪŻ
|