ė▓┘|║ŽĮĄČŠ▀▓─┴Ž╗∙ĄAų¬ūR
ė▓┘|║ŽĮĄČŠ▀▓─┴Ž╗∙ĄAų¬ūR
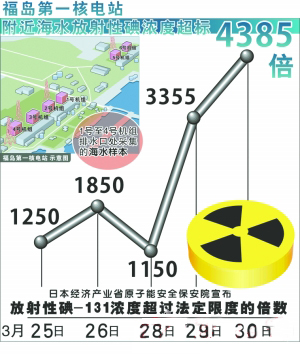
ė▓┘|║ŽĮ╩Ū ╩╣ė├ūŅÅVĘ║Ą─ę╗ŅÉĖ▀╦┘╝ė╣żŻ©HSMŻ®ĄČŠ▀▓─┴ŽŻ¼┤╦ŅÉ▓─┴Ž╩Ū═©▀^Ę█─®ę▒Į╣ż╦ć╔·«aĄ─Ż¼ė╔ė▓┘|╠╝╗»╬’Ż©═©│Ż×ķ╠╝╗»µuWCŻ®Ņw┴Ż║═┘|Ąž▌^▄øĄ─Įī┘ĮY║Žä®ĮM│╔ĪŻ─┐ Ū░Ż¼ėąöĄ░┘ĘN▓╗═¼│╔ĘųĄ─WC╗∙ė▓┘|║ŽĮŻ¼╦³éāųą┤¾▓┐ĘųČ╝▓╔ė├ŌÆŻ©CoŻ®ū„×ķĮY║Žä®Ż¼µćŻ©NiŻ®║═ŃtŻ©CrŻ®ę▓╩Ū│Żė├Ą─ĮY║Žä®į¬╦žŻ¼┴Ē═Ō▀Ć┐╔ęį╠Ē╝ėŲõ╦¹ę╗ą® ║ŽĮį¬╦žĪŻ×ķ╩▓├┤ėą╚ń┤╦ų«ČÓĄ─ė▓┘|║ŽĮ┼Ų╠¢Ż┐ĄČŠ▀ųŲįņ╔╠╚ń║╬×ķ─│ĘN╠žČ©Ą─ŪąŽ„╝ė╣ż▀xō±š²┤_Ą─ĄČŠ▀▓─┴ŽŻ┐×ķ┴╦╗ž┤▀@ą®å¢Ņ}Ż¼╩ūŽ╚ūī╬ęéā┴╦ĮŌę╗Ž┬╩╣ė▓┘|║ŽĮ│╔ ×ķę╗ĘN└ĒŽļĄČŠ▀▓─┴ŽĄ─Ė„ĘN╠žąįĪŻ
ė▓Č╚┼cĒgąį
WC-Coė▓┘|║ŽĮį┌╝µŠ▀ė▓Č╚║═ĒgąįĘĮ├µŠ▀ėą¬ÜĄĮā×ä▌ĪŻ╠╝╗»µuŻ©WCŻ®▒Š╔ĒŠ▀ėą║▄Ė▀Ą─ė▓Č╚Ż©│¼▀^äéė±╗“č§╗»õXŻ®Ż¼Č°Ūęį┌╣żū„£žČ╚╔²Ė▀ĢrŲõė▓Č╚ę▓║▄╔┘Ž┬ĮĄĪŻ Ą½╩ŪŻ¼╦³╚▒Ę”ūŃē“Ą─ĒgąįŻ¼Č°▀@ī”ė┌ŪąŽ„ĄČŠ▀╩Ū▒ž▓╗┐╔╔┘Ą─ąį─▄ĪŻ×ķ┴╦└¹ė├╠╝╗»µuĄ─Ė▀ė▓Č╚Ż¼▓óĖ─╔ŲŲõĒgąįŻ¼╚╦éā└¹ė├Įī┘ĮY║Žä®īó╠╝╗»µuĮY║Žį┌ę╗ŲŻ¼Å─Č°╩╣▀@ĘN ▓─┴Ž╝╚Š▀ėą▀h▀h│¼▀^Ė▀╦┘õōĄ─ė▓Č╚Ż¼═¼Ģrėų─▄ē“│ą╩▄į┌┤¾ČÓöĄŪąŽ„╝ė╣żųąĄ─ŪąŽ„┴”ĪŻ┤╦═ŌŻ¼╦³▀Ć─▄│ą╩▄Ė▀╦┘╝ė╣ż╦∙«a╔·Ą─ŪąŽ„Ė▀£žĪŻ
╚ńĮ±Ż¼Äū║§╦∙ėąĄ─WC-CoĄČŠ▀║═ĄČŲ¼Č╝▓╔ė├┴╦═┐īėŻ¼ ę“┤╦Ż¼╗∙¾w▓─┴ŽĄ─ū„ė├╦Ų║§’@Ą├▓╗╠½ųžę¬┴╦ĪŻĄ½īŹļH╔ŽŻ¼š²╩ŪWC-Co▓─┴ŽĄ─Ė▀ÅŚąįŽĄöĄŻ©║Ō┴┐äéČ╚Ą─ųĖś╦Ż¼WC-CoĄ─╩ę£žÅŚąįŽĄöĄ╝s×ķĖ▀╦┘õōĄ─╚²▒ČŻ®×ķ═┐ īė╠ß╣®┴╦▓╗ūāą╬Ą─╗∙ĄūĪŻWC-Co╗∙¾w▀Ć─▄╠ß╣®╦∙ąĶꬥ─ĒgąįĪŻ▀@ą®ąį─▄Č╝╩ŪWC-Co▓─┴ŽĄ─╗∙▒Š╠žąįŻ¼Ą½ę▓┐╔ęįį┌╔·«aė▓┘|║ŽĮĘ█¾wĢrŻ¼═©▀^š{š¹▓─┴Ž│╔Ęų║═ ╬óė^ĮYśŗČ°Č©ųŲ▓─┴Žąį─▄ĪŻę“┤╦Ż¼ĄČŠ▀ąį─▄┼c╠žČ©╝ė╣żĄ─▀m┼õąįį┌║▄┤¾│╠Č╚╔Ž╚ĪøQė┌ūŅ│§Ą─ųŲĘ█╣ż╦ćĪŻ
ųŲĘ█╣ż╦ć
╠╝╗»µuĘ█╩Ū═©▀^ī”µuŻ©WŻ®Ę█▀MąąØB╠╝╠Ä└ĒČ°½@Ą├Ą─ĪŻ╠╝╗»µuĘ█Ą─╠žąįŻ©ė╚Ųõ╩ŪŲõ┴ŻČ╚Ż®ų„ę¬╚ĪøQė┌įŁ┴ŽµuĘ█Ą─┴ŻČ╚ęį╝░ØB╠╝Ą─£žČ╚║═ĢrķgĪŻ╗»īW┐žųŲę▓ų┴ĻPųžę¬Ż¼ ╠╝║¼┴┐▒žĒÜ▒Ż│ų║ŃČ©Ż©ĮėĮ³ųž┴┐▒╚×ķ6.13ŻźĄ─└Ēšō┼õ▒╚ųĄŻ®ĪŻ×ķ┴╦═©▀^║¾└m╣żą“üĒ┐žųŲĘ█¾w┴ŻČ╚Ż¼┐╔ęįį┌ØB╠╝╠Ä└Ēų«Ū░╠Ē╝ė╔┘┴┐Ą─ŌC║═/╗“ŃtĪŻ▓╗═¼Ą─Ž┬ė╬╣ż╦ć Śl╝■║═▓╗═¼Ą─ūŅĮK╝ė╣żė├═ŠąĶę¬▓╔ė├╠žČ©Ą─╠╝╗»µu┴ŻČ╚Īó╠╝║¼┴┐ĪóŌC║¼┴┐║═Ńt║¼┴┐Ą─ĮM║ŽŻ¼═©▀^▀@ą®ĮM║ŽĄ─ūā╗»Ż¼┐╔ęį«a╔·Ė„ĘN▓╗═¼Ą─╠╝╗»µuĘ█ĪŻ└²╚ńŻ¼╠╝╗»µuĘ█╔· «a╔╠ATI Alldyne╣½╦Š╣▓╔·«a23ĘNś╦£╩┼Ų╠¢Ą─╠╝╗»µuĘ█Ż¼Č°Ė∙ō■ė├æ¶ę¬Ū¾Č©ųŲĄ─╠╝╗»µuĘ█ŲĘĘN┐╔▀_ś╦£╩┼Ų╠¢╠╝╗»µuĘ█Ą─5▒Čęį╔ŽĪŻ
į┌īó╠╝╗»µuĘ█┼cĮī┘ĮY║Žä®ę╗Ų▀Mąą╗ņ║Ž─ļ─źęį╔·«a─│ĘN┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĢrŻ¼┐╔ęį▓╔ė├Ė„ĘN▓╗═¼Ą─ĮM║ŽĘĮ╩ĮĪŻūŅ│Żė├Ą─ŌÆ║¼┴┐×ķ3%ŻŁ25%Ż©ųž┴┐▒╚Ż®Ż¼Č°į┌ąĶ ę¬į÷ÅŖĄČŠ▀┐╣Ė»╬gąįĄ─ŪķørŽ┬Ż¼ätąĶę¬╝ė╚ļµć║═ŃtĪŻ┤╦═ŌŻ¼▀Ć┐╔ęį═©▀^╠Ē╝ėŲõ╦¹║ŽĮ│╔ĘųŻ¼▀Mę╗▓ĮĖ─┴╝Įī┘ĮY║Žä®ĪŻ└²╚ńŻ¼į┌WC-Coė▓┘|║ŽĮųą╠Ē╝ėßæŻ¼┐╔į┌▓╗ ĮĄĄ═Ųõė▓Č╚Ą─Ū░╠ߎ┬’@ų°╠ßĖ▀ŲõĒgąįĪŻį÷╝ėĮY║Žä®Ą─║¼┴┐ę▓┐╔ęį╠ßĖ▀ė▓┘|║ŽĮĄ─ĒgąįŻ¼Ą½ģsĢ■ĮĄĄ═Ųõė▓Č╚ĪŻ
£pąĪ╠╝╗»µuŅw┴ŻĄ─│▀┤ń┐╔ęį╠ßĖ▀▓─┴ŽĄ─ė▓Č╚Ż¼Ą½į┌¤²ĮY╣ż╦ćųąŻ¼╠╝╗»µuĄ─┴ŻČ╚▒žĒÜ▒Ż│ų▓╗ūāĪŻ¤²ĮYĢrŻ¼╠╝╗»µuŅw┴Ż═©▀^╚▄ĮŌį┘╬÷│÷Ą─▀^│╠ĮY║Ž║═ķL┤¾ĪŻį┌īŹļH¤²ĮY▀^ │╠ųąŻ¼×ķ┴╦ą╬│╔ę╗ĘN═Ļ╚½├▄īŹĄ─▓─┴ŽŻ¼Įī┘ĮY║Žä®ę¬ūā│╔ę║æBŻ©ĘQ×ķę║ŽÓ¤²ĮYŻ®ĪŻ═©▀^╠Ē╝ėŲõ╦¹▀^Č╔Įī┘╠╝╗»╬’Ż¼░³└©╠╝╗»ŌCŻ©VCŻ®Īó╠╝╗»ŃtŻ©Cr3C2Ż®Īó╠╝ ╗»ŌüŻ©TiCŻ®Īó╠╝╗»ŃgŻ©TaCŻ®║═╠╝╗»ŌēŻ©NbCŻ®Ż¼┐╔ęį┐žųŲ╠╝╗»µuŅw┴ŻĄ─ķL┤¾╦┘Č╚ĪŻ▀@ą®Įī┘╠╝╗»╬’═©│Ż╩Ūį┌īó╠╝╗»µuĘ█┼cĮī┘ĮY║Žä®ę╗Ų▀Mąą╗ņ║Ž─ļ─źĢr ╝ė╚ļŻ¼▒M╣▄╠╝╗»ŌC║═╠╝╗»Ńtę▓┐╔ęįį┌ī”╠╝╗»µuĘ█▀MąąØB╠╝Ģrą╬│╔ĪŻ
└¹ė├╗ž╩šĄ─ÅU┼fė▓┘|║ŽĮ▓─┴Žę▓┐╔ęį╔·«a┼Ų╠¢╠╝╗»µuĘ█┴ŽĪŻÅU┼fė▓┘|║ŽĮĄ─╗ž╩š║═į┘└¹ė├į┌ė▓┘|║ŽĮąąśIęčėą║▄ķLÜv╩ĘŻ¼╩ŪįōąąśIš¹éĆĮøØ·µ£Ą─ę╗éĆųžę¬ĮM│╔▓┐ĘųŻ¼ ╦³ėąų·ė┌ĮĄĄ═▓─┴Ž│╔▒ŠĪó╣Ø╝sūį╚╗┘Yį┤║═▒▄├Ōī”ÅUŚē▓─┴Ž▀Mąą¤o║”╗»╠Äų├ĪŻÅU┼fė▓┘|║ŽĮę╗░Ń┐╔═©▀^APTŻ©ų┘µu╦ßõ@Ż®╣ż╦ćĪóõ\╗ž╩š╣ż╦ć╗“═©▀^Ę█╦ķ║¾▀Mąąį┘└¹ ė├ĪŻ▀@ą®Ī░į┘╔·Ī▒╠╝╗»µuĘ█═©│ŻŠ▀ėąĖ³║├Ą─Īó┐╔ŅA£yĄ─ų┬├▄ąįŻ¼ę“×ķŲõ▒Ē├µĘe▒╚ų▒Įė═©▀^µuØB╠╝╣ż╦ćųŲ│╔Ą─╠╝╗»µuĘ█Ė³ąĪĪŻ
╠╝╗»µuĘ█┼cĮī┘ĮY║Žä®╗ņ║Ž─ļ─źĄ─╝ė╣żŚl╝■ę▓╩Ūų┴ĻPųžę¬Ą─╣ż╦ćģóöĄĪŻā╔ĘNūŅ│Żė├Ą──ļ─ź╝╝ąg╩ŪŪ“─ź║═│¼╬ó─ļ─źĪŻ▀@ā╔ĘN╣ż╦ćČ╝─▄╩╣─ļ─źĄ─Ę█┴ŽŠ∙ä“╗ņ║ŽŻ¼▓ó─▄£pąĪ Ņw┴Ż│▀┤ńĪŻ×ķ╩╣ęį║¾ē║ųŲĄ─╣ż╝■Š▀ėąūŃē“Ą─ÅŖČ╚Ż¼─▄▒Ż│ų╣ż╝■ą╬ĀŅŻ¼▓ó╩╣▓┘ū„š▀╗“ÖCąĄ╩ų─▄─├Ų╣ż╝■▀Mąą▓┘ū„Ż¼į┌─ļ─źĢr═©│Ż▀ĆąĶę¬╠Ē╝ėę╗ĘNėąÖCĮY║Žä®ĪŻ▀@ĘNĮY║Ž 䮥─╗»īW│╔Ęų┐╔ęįė░Ēæē║ųŲ│╔╣ż╝■Ą─├▄Č╚║═ÅŖČ╚ĪŻ×ķ┴╦ėą└¹ė┌▓┘ū„Ż¼ūŅ║├╠Ē╝ėĖ▀ÅŖČ╚Ą─ĮY║Žä®Ż¼Ą½▀@śėĢ■ī¦ų┬ē║ųŲ├▄Č╚▌^Ą═Ż¼▓ó┐╔─▄Ģ■«a╔·ė▓ēKŻ¼įņ│╔į┌ūŅ║¾│╔ŲĘųą ┤µį┌╚▒Ž▌ĪŻ
═Ļ│╔─ļ─ź║¾Ż¼═©│ŻĢ■ī”Ę█┴Ž▀MąąćŖņFĖ╔į’Ż¼«a╔·ė╔ėąÖCĮY║Žä®─²Š█į┌ę╗ŲĄ─ūįė╔┴„äėłFēKĪŻ═©▀^š{š¹ėąÖCĮY║Žä®Ą─│╔ĘųŻ¼┐╔ęįĖ∙ō■ąĶę¬Č©ųŲ▀@ą®łFēKĄ─┴„äėąį║═čb┴Ž├▄Č╚ĪŻ═©▀^║Y▀x│÷▌^┤ų╗“▌^╝ÜĄ─Ņw┴ŻŻ¼▀Ć┐╔ęį▀Mę╗▓ĮČ©ųŲłFēKĄ─┴ŻČ╚Ęų▓╝Ż¼ęį┤_▒ŻŲõį┌čb╚ļ─ŻŪ╗ĢrŠ▀ėą┴╝║├Ą─┴„äėąįĪŻ
╣ż╝■ųŲįņ
ė▓┘|║ŽĮ╣ż╝■┐╔▓╔ė├ČÓĘN╣ż╦ćĘĮĘ©│╔ą═ĪŻĖ∙ō■╣ż╝■Ą─│▀┤ńĪóą╬ĀŅÅ═ļs╦«ŲĮ║═╔·«a┼·┴┐Ż¼┤¾▓┐ĘųŪąŽ„ĄČŲ¼Č╝╩Ū▓╔ė├Ēöē║║═Ąūē║╩Įäéąį─ŻŠ▀─Żē║│╔ą═ĪŻį┌├┐ę╗┤╬ē║ųŲĢrŻ¼ ×ķ┴╦▒Ż│ų╣ż╝■ųž┴┐║═│▀┤ńĄ─ę╗ų┬ąįŻ¼▒žĒÜ▒ŻūC┴„╚ļ─ŻŪ╗Ą─Ę█┴Ž┴┐Ż©┘|┴┐║═¾wĘeŻ®Č╝═Ļ╚½ŽÓ═¼ĪŻĘ█┴ŽĄ─┴„äėąįų„ę¬═©▀^łFēKĄ─│▀┤ńĘų▓╝║═ėąÖCĮY║Žä®Ą─╠žąįüĒ┐žųŲĪŻ═© ▀^į┌čb╚ļ─ŻŪ╗Ą─Ę█┴Ž╔Ž╩®╝ė10ŻŁ80ksiŻ©Ū¦░§/ŲĮĘĮėó│▀Ż®Ą─│╔ą═ē║┴”Ż¼Š═┐╔ęįą╬│╔─Żē║╣ż╝■Ż©╗“ĘQĪ░┼„╝■Ī▒Ż®ĪŻ
╝┤▒Ńį┌śOĖ▀Ą─│╔ą═ē║┴”Ž┬Ż¼łįė▓Ą─╠╝╗»µuŅw┴Żę▓▓╗Ģ■ūāą╬╗“ŲŲ╦ķŻ¼Č°ėąÖCĮY║Žä®ģs▒╗ē║╚ļ╠╝╗»µuŅw┴Żų«ķgĄ─┐pŽČų«ųąŻ¼Å─Č°ŲĄĮ╣╠Č©Ņw┴Ż╬╗ų├Ą─ū„ė├ĪŻē║┴”įĮĖ▀Ż¼╠╝ ╗»µuŅw┴ŻĄ─ĮY║ŽŠ═įĮŠo├▄Ż¼╣ż╝■Ą─ē║ųŲ├▄Č╚Š═įĮ┤¾ĪŻ┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĄ──Żē║╠žąį┐╔─▄Ė„▓╗ŽÓ═¼Ż¼╚ĪøQė┌Įī┘ĮY║Žä®Ą─║¼┴┐Īó╠╝╗»µuŅw┴ŻĄ─│▀┤ń║═ą╬ĀŅĪóą╬│╔łFēKĄ─ │╠Č╚Ż¼ęį╝░ėąÖCĮY║Žä®Ą─│╔Ęų║═╠Ē╝ė┴┐ĪŻ×ķ┴╦╠ß╣®ėąĻP┼Ų╠¢ė▓┘|║ŽĮĘ█┴Žē║ųŲ╠žąįĄ─┴┐╗»ą┼ŽóŻ¼═©│Żė╔Ę█┴Ž╔·«a╔╠üĒįOėŗśŗĮ©─Żē║├▄Č╚┼c│╔ą═ē║┴”Ą─ī”æ¬ĻPŽĄĪŻ▀@ĘN ą┼Žó┐╔┤_▒Ż╠ß╣®Ą─Ę█┴Ž┼cĄČŠ▀ųŲįņ╔╠Ą──Żē║╣ż╦ćģfš{ę╗ų┬ĪŻ
┤¾│▀┤ńė▓┘|║ŽĮ╣ż╝■╗“Š▀ėąĖ▀ķLīÆ▒╚Ą─ė▓┘|║ŽĮ╣ż╝■Ż©╚ń┴óŃŖĄČ║═Ń@Ņ^Ą─ĄČŚUŻ®═©│Ż▓╔ė├į┌ę╗éĆ╚ßąį┴Ž┤³ųąŠ∙║Ōē║ųŲ┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽüĒųŲįņĪŻļm╚╗Š∙║Ōē║ųŲĘ©Ą─╔·«aų▄Ų┌▒╚─Żē║Ę©ę¬ķLę╗ą®Ż¼Ą½ĄČŠ▀Ą─ųŲįņ│╔▒Š▌^Ą═Ż¼ę“┤╦įōĘĮĘ©Ė³▀m║ŽąĪ┼·┴┐╔·«aĪŻ
▀@ĘN╣ż╦ćĘĮĘ©╩ŪīóĘ█┴Žčb╚ļ┴Ž┤³ųąŻ¼▓óīó┤³┐┌├▄ĘŌŻ¼╚╗║¾īóčbØMĘ█┴ŽĄ─┴Ž┤³ų├ė┌ę╗éĆŪ╗╩ęųąŻ¼═©▀^ę║ē║čbų├╩®╝ė30ŻŁ60ksiĄ─ē║┴”▀Mąąē║ųŲĪŻē║ųŲ│╔Ą─╣ż╝■═© │Żę¬į┌¤²ĮYų«Ū░╝ė╣ż│╔╠žČ©Ą─Äū║╬ą╬ĀŅĪŻ┴Ž┤³Ą─│▀┤ń▒╗╝ė┤¾Ż¼ęį▀mæ¬ē║Šo▀^│╠ųąĄ─╣ż╝■╩š┐sŻ¼▓ó×ķ─źŽ„╝ė╣ż╠ß╣®ūŃē“Ą─ėÓ┴┐ĪŻė╔ė┌╣ż╝■į┌ē║ųŲ│╔ą═║¾ę¬▀Mąą╝ė╣żŻ¼ę“ ┤╦ī”čb┴Žę╗ų┬ąįĄ─ę¬Ū¾▓╗Ž±─Żē║Ę©─Ūśėć└Ė±Ż¼Ą½╩ŪŻ¼╚į╚╗ŽŻ═¹─▄▒ŻūC├┐ę╗┤╬čb╚ļ┴Ž┤³Ą─Ę█┴Ž┴┐ŽÓ═¼ĪŻ╚ń╣¹Ę█┴ŽĄ─čb┴Ž├▄Č╚▀^ąĪŻ¼Š═┐╔─▄ī¦ų┬čb╚ļ┴Ž┤³Ą─Ę█┴Ž▓╗ūŃŻ¼Å─ Č°įņ│╔╣ż╝■│▀┤ńŲ½ąĪČ°▓╗Ą├▓╗ł¾ÅUĪŻ╚ń╣¹Ę█┴ŽĄ─čb┴Ž├▄Č╚▀^┤¾Ż¼čb╚ļ┴Ž┤³Ą─Ę█┴Ž▀^ČÓŻ¼╣ż╝■į┌ē║ųŲ│╔ą═║¾Š═ąĶę¬╝ė╣ż╚ź│²Ė³ČÓĄ─Ę█┴ŽĪŻ▒M╣▄╚ź│²Ą─ČÓėÓĘ█┴Ž║═ł¾ÅUĄ─ ╣ż╝■Č╝┐╔ęį╗ž╩šį┘ė├Ż¼Ą½▀@śėū÷«ģŠ╣Ģ■ĮĄĄ═╔·«aą¦┬╩ĪŻ
ė▓┘|║ŽĮ╣ż╝■▀Ć┐╔ęį└¹ė├öD│÷─Ż╗“ūó╔õ─Ż▀Mąą│╔ą═╝ė╣żĪŻöD│÷│╔ą═╣ż╦ćĖ³▀m║Ž▌Sī”ĘQą╬ĀŅ╣ż╝■Ą─┤¾┼·┴┐╔·«aŻ¼Č°ūó╔õ│╔ą═╣ż╦ć═©│Żė├ė┌Å═ļsą╬ĀŅ╣ż╝■Ą─┤¾┼·┴┐╔·«aĪŻ į┌▀@ā╔ĘN│╔ą═╣ż╦ćųąŻ¼┼Ų╠¢ė▓┘|║ŽĮĘ█─®æęĖĪį┌ėąÖCĮY║Žä®ųąŻ¼ĮY║Žä®┘xėĶė▓┘|║ŽĮ╗ņ║Ž┴ŽŽ±č└ĖÓ─ŪśėĄ─Š∙ä“ę╗ų┬ąįĪŻ╚╗║¾Ż¼╗ņ║Ž┴Ž╗“š▀═©▀^ę╗éĆ┐ū▒╗öD│÷│╔ą═Ż¼╗“ š▀▒╗ūó╚ļę╗éĆ─ŻŪ╗ųą│╔ą═ĪŻ┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĄ─╠žąįøQČ©┴╦╗ņ║Ž┴ŽųąĘ█─®┼cĮY║Žä®Ą─ūŅ╝č▒╚└²Ż¼▓óī”╗ņ║Ž┴Ž═©▀^öD│÷┐ū╗“ūó╚ļ─ŻŪ╗Ą─┴„äėąįŠ▀ėąųžę¬ė░ĒæĪŻ
«ö╣ż╝■═©▀^─Żē║Ę©ĪóŠ∙║Ōē║ųŲĘ©ĪóöD│÷─Ż╗“ūó╔õ─Ż│╔ą═Ę©│╔ą═║¾Ż¼į┌ūŅĮK¤²ĮYļAČ╬ų«Ū░Ż¼ąĶę¬Å─╣ż╝■ųą╚ź│²ėąÖCĮY║Žä®ĪŻ¤²ĮY┐╔ęį╚ź│²╣ż╝■ųąĄ─┐ūŽČŻ¼╩╣ŲõūāĄ├═Ļ╚½ Ż©╗“╗∙▒Š╔ŽŻ®├▄īŹĪŻį┌¤²ĮYĢrŻ¼ē║ųŲ│╔ą═Ą─╣ż╝■ųąĄ─Įī┘ĮY║Žä®ūā│╔ę║¾wŻ¼Ą½į┌├½╝Üū„ė├┴”║═Ņw┴Ż┬ōŽĄĄ─╣▓═¼ū„ė├Ž┬Ż¼╣ż╝■╚į╚╗─▄ē“▒Ż│ųŲõą╬ĀŅĪŻ
į┌¤²ĮY║¾Ż¼╣ż╝■Ą─Äū║╬ą╬ĀŅ▒Ż│ų▓╗ūāŻ¼Ą½│▀┤ńĢ■┐sąĪĪŻ×ķ┴╦į┌¤²ĮY║¾Ą├ĄĮ╦∙ę¬Ū¾Ą─╣ż╝■│▀┤ńŻ¼į┌įOėŗĄČŠ▀ĢrŠ═ąĶę¬┐╝æ]Ųõ╩š┐s┬╩ĪŻį┌įOėŗė├ė┌ųŲįņ├┐ĘNĄČŠ▀Ą─┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĢrŻ¼Č╝▒žĒÜ▒ŻūCŲõį┌▀m«öē║┴”Ž┬ē║ŠoĢrŠ▀ėąš²┤_Ą─╩š┐s┬╩ĪŻ
Äū║§į┌╦∙ėąŪķørŽ┬Ż¼Č╝ąĶę¬ī”¤²ĮY║¾Ą─╣ż╝■▀Mąą¤²ĮY║¾╠Ä└ĒĪŻī”ŪąŽ„ĄČŠ▀ūŅ╗∙▒ŠĄ─╠Ä└ĒĘĮ╩Į╩Ū╚ą─źŪąŽ„╚ąĪŻįSČÓĄČŠ▀į┌¤²ĮY║¾▀ĆąĶę¬ī”ŲõÄū║╬ą╬ĀŅ║═│▀┤ń▀Mąą─źŽ„╝ė ╣żĪŻėąą®ĄČŠ▀ąĶę¬─źŽ„Ēö▓┐║═Ąū▓┐Ż╗┴Ēę╗ą®ĄČŠ▀ätąĶę¬▀Mąą═Ōų▄─źŽ„Ż©ąĶę¬╗“¤oąĶ╚ą─źŪąŽ„╚ąŻ®ĪŻ─źŽ„«a╔·Ą─╦∙ėąė▓┘|║ŽĮ─źą╝Č╝┐╔ęį╗ž╩šį┘└¹ė├ĪŻ
╣ż╝■═┐īė
į┌įSČÓŪķørŽ┬Ż¼│╔ŲĘ╣ż╝■ąĶę¬▀Mąą═┐īėĪŻ═┐īė─▄ē“╠ß╣®ØÖ╗¼ąį║═į÷╝ėė▓Č╚Ż¼▀Ć─▄×ķ╗∙¾w╠ß╣®öU╔óŲ┴šŽŻ¼╩╣Ųõ▒®┬Čė┌Ė▀£žŽ┬Ģr┐╔Ę└ų╣č§╗»ĪŻė▓┘|║ŽĮ╗∙¾wī”ė┌═┐īėĄ─ąį ─▄ų┴ĻPųžę¬ĪŻ│²┴╦Č©ųŲ╗∙¾wĘ█┴ŽĄ─ų„ę¬╠žąįęį═ŌŻ¼▀Ć┐╔ęį═©▀^╗»īW▀xō±║═Ė─ūā¤²ĮYĘĮĘ©Č©ųŲ╗∙¾wĄ─▒Ē├µ╠žąįĪŻ═©▀^ŌÆĄ─▀węŲŻ¼┐╔į┌ĄČŲ¼▒Ē├µūŅ═Ōīė20ŻŁ30”╠m║± Č╚ā╚Ė╗╝»ŽÓī”ė┌╣ż╝■ŲõėÓ▓┐╬╗Ė³ČÓĄ─ŌÆŻ¼Å─Č°┘xėĶ╗∙¾w▒ĒīėĖ³║├Ą─ÅŖĒgąįŻ¼╩╣ŲõŠ▀ėą▌^ÅŖĄ─┐╣ūāą╬─▄┴”ĪŻ
ĄČŠ▀ųŲįņ╔╠╗∙ė┌ūį╝║Ą─ųŲįņ╣ż╦毩╚ń├ōŽ×ĘĮĘ©Īó╝ė¤ß╦┘Č╚Īó¤²ĮYĢrķgĪó£žČ╚║═ØB╠╝ļŖē║Ż®Ż¼┐╔─▄Ģ■ī”╩╣ė├Ą─┼Ų╠¢ė▓┘|║ŽĮĘ█┴Ž╠ß│÷ę╗ą®╠ž╩Ōę¬Ū¾ĪŻėąą®ĄČŠ▀ųŲįņ╔╠┐╔ ─▄╩Ūį┌šµ┐šĀtųą¤²ĮY╣ż╝■Ż¼Č°┴Ēę╗ą®ĄČŠ▀ųŲįņ╔╠ät┐╔─▄╩╣ė├¤ßĄ╚ņoē║Ż©HIPŻ®¤²ĮYĀtŻ©╦³╩Ūį┌╣ż╦ć裣h┼RĮ³ĮY╩°Ģr▓┼ī”╣ż╝■╝ėē║Ż¼ęįŽ¹│²╚╬║╬Üł┴¶┐ūŽČŻ®ĪŻį┌šµ┐š Ātųą¤²ĮYĄ─╣ż╝■┐╔─▄▀ĆąĶę¬═©▀^┴Ē═ŌĄ─╣żą“▀Mąą¤ßĄ╚ņoē║╠Ä└ĒŻ¼ęį╠ßĖ▀╣ż╝■├▄Č╚ĪŻėąą®ĄČŠ▀ųŲįņ╔╠┐╔─▄Ģ■▓╔ė├▌^Ė▀Ą─šµ┐š¤²ĮY£žČ╚Ż¼ęį╠ßĖ▀Š▀ėą▌^Ą═ŌÆ║¼┴┐╗ņ║Ž┴ŽĄ─ ¤²ĮY├▄Č╚Ż¼Ą½▀@ĘNĘĮĘ©┐╔─▄Ģ■╩╣Ųõ’@╬óĮYśŗūāĄ├┤ų┤¾ĪŻ×ķ┴╦▒Ż│ų╝ÜąĪĄ─Š¦┴Ż│▀┤ńŻ¼┐╔ęį▀xė├╠╝╗»µuŅw┴Ż│▀┤ń▌^ąĪĄ─Ę█┴ŽĪŻ×ķ┴╦┼c╠žČ©Ą─╔·«aįOéõŽÓŲź┼õŻ¼├ōŽ×Śl╝■║═ ØB╠╝ļŖē║ī”ė▓┘|║ŽĮĘ█┴Žųą╠╝║¼┴┐Ą─Ė▀Ą═ę▓ėą▓╗═¼Ą─ę¬Ū¾ĪŻ
╦∙ėą▀@ą®ę“╦žČ╝Ģ■ī”¤²ĮY│÷Ą─ė▓┘|║ŽĮĄČŠ▀Ą─’@╬óĮYśŗ║═▓─┴Žąį─▄«a╔·ų┴ĻPųžę¬Ą─ė░ĒæŻ¼ę“┤╦Ż¼į┌ĄČŠ▀ųŲįņ╔╠┼cĘ█┴Ž╠ß╣®╔╠ų«ķgąĶę¬▀Mąą├▄ŪąĄ─£Ž═©Ż¼ęį┤_▒ŻĖ∙ō■ĄČ Š▀ųŲįņ╔╠Ą─╔·«a╣ż╦ćČ©ųŲ┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĪŻę“┤╦Ż¼ėąöĄ░┘ĘN▓╗═¼Ą─ė▓┘|║ŽĮĘ█┴Ž┼Ų╠¢ę▓Š═▓╗ūŃ×ķŲµ┴╦ĪŻ└²╚ńŻ¼ATI Alldyne╣½╦Š╔·«aĄ─▓╗═¼Ę█┴Ž┼Ų╠¢Š═│¼▀^600ĘNŻ¼Ųõųą├┐ę╗ĘN┼Ų╠¢Č╝╩Ūßśī”─┐ś╦ė├æ¶║═╠žČ©ė├═ŠČ°īŻķTįOėŗĄ─ĪŻ
┼Ų╠¢ĘųŅÉ
▓╗═¼ĘNŅÉĄ─╠╝╗»µuĘ█Īó╗ņ║Ž┴Ž│╔Ęų║═Įī┘ĮY║Žä®║¼┴┐ĪóŠ¦┴ŻķL┤¾ęųųŲ䮥─ŅÉą═║═ė├┴┐Ą╚Ą─ĮM║Žūā╗»Ż¼śŗ│╔┴╦ą╬ą╬╔½╔½Ą─ė▓┘|║ŽĮ┼Ų╠¢ĪŻ▀@ą®ģóöĄīóøQČ©ė▓┘|║ŽĮĄ─’@ ╬óĮYśŗ╝░Ųõ╠žąįĪŻ─│ą®╠žČ©Ą─ąį─▄ĮM║Žęč│╔×ķę╗ą®╠žČ©╝ė╣żė├═ŠĄ─╩ū▀xŻ¼Å─Č°╩╣ī”ČÓĘNė▓┘|║ŽĮ┼Ų╠¢▀MąąĘųŅÉŠ▀ėą┴╦ęŌ┴xĪŻ
ā╔ĘNūŅ│Żė├Ą─Īó├µŽ“╝ė╣żė├═ŠĄ─ė▓┘|║ŽĮĘųŅɾwŽĄĘųäe×ķC┼Ų╠¢¾wŽĄ║═ISO┼Ų╠¢¾wŽĄĪŻ▒M╣▄▀@ā╔ĘN¾wŽĄČ╝▓╗─▄═Ļ╚½Ę┤ė│ė░Ēæė▓┘|║ŽĮ┼Ų╠¢▀xō±Ą─▓─┴Ž╠žąįŻ¼Ą½╦³éā ╠ß╣®┴╦ę╗éĆ╠ĮėæĄ─Ų³cĪŻī”ė┌├┐ĘNĘųŅÉĘ©Ż¼įSČÓųŲįņ╔╠Č╝ėą╦³éāūį╝║Ą─╠ž╩Ō┼Ų╠¢Ż¼ė╔┤╦«a╔·┴╦ą╬ą╬╔½╔½Īó╬Õ╗©░╦ķTĄ─Ė„ĘNė▓┘|║ŽĮ┼Ų╠¢
ė▓┘|║ŽĮ┼Ų╠¢▀Ć┐╔ęį░┤šš│╔ĘųüĒĘųŅÉĪŻ╠╝╗»µuŻ©WCŻ®┼Ų╠¢┐╔Ęų×ķ╚²ĘN╗∙▒ŠŅÉą═Ż║å╬╝āą═Īó╬󊦹═║═║ŽĮą═ĪŻå╬╝āą═┼Ų╠¢ų„ę¬ė╔╠╝╗»µu║═ŌÆĮY║Žä®śŗ│╔Ż¼Ą½Ųõųąę▓┐╔ ─▄║¼ėą╔┘┴┐Š¦┴ŻķL┤¾ęųųŲä®ĪŻ╬󊦹═┼Ų╠¢ė╔╠╝╗»µu║═╠Ē╝ė┴╦ÄūŪ¦Ęųų«ę╗╠╝╗»ŌCŻ©VCŻ®║═Ż©╗“Ż®╠╝╗»ŃtŻ©Cr3C2Ż®Ą─ŌÆĮY║Žä®śŗ│╔Ż¼ŲõŠ¦┴Ż│▀┤ń┐╔▀_ĄĮ1”╠męį Ž┬ĪŻ║ŽĮą═┼Ų╠¢ät╩Ūė╔╠╝╗»µu║═║¼ėą░┘Ęųų«Äū╠╝╗»ŌüŻ©TiCŻ®Īó╠╝╗»ŃgŻ©TaCŻ®║═╠╝╗»ŌēŻ©NbCŻ®Ą─ŌÆĮY║Žä®śŗ│╔Ż¼▀@ą®╠Ē╝ė╬’ėųĘQ×ķ┴óĘĮ╠╝╗»╬’Ż¼ę“×ķŲõ¤² ĮY║¾Ą─’@╬óĮYśŗ│╩¼F│÷▓╗Š∙ä“Ą─╚²ŽÓĮYśŗĪŻ
Ż©1Ż®å╬╝āą═ė▓┘|║ŽĮ┼Ų╠¢
ė├ė┌Įī┘ŪąŽ„╝ė╣żĄ─┤╦ŅÉ┼Ų╠¢═©│Ż║¼ėą3ŻźŻŁ12ŻźĄ─ŌÆŻ©ųž┴┐▒╚Ż®ĪŻ╠╝╗»µuŠ¦┴ŻĄ─│▀┤ńĘČć·═©│Żį┌1ŻŁ8”╠mų«ķgĪŻ┼cŲõ╦¹┼Ų╠¢ę╗śėŻ¼£pąĪ╠╝╗»µuĄ─┴ŻČ╚┐╔ęį╠ßĖ▀ Ųõė▓Č╚║═ÖMŽ“öÓ┴čÅŖČ╚Ż©TRSŻ®Ż¼Ą½Ģ■ĮĄĄ═ŲõĒgąįĪŻå╬╝āą═┼Ų╠¢Ą─ė▓Č╚═©│Żį┌HRA89ŻŁ93.5ų«ķgŻ╗ÖMŽ“öÓ┴čÅŖČ╚═©│Żį┌175ŻŁ350ksių«ķgĪŻ┤╦ŅÉ ┼Ų╠¢Ą─Ę█┴Žųą┐╔─▄║¼ėą┤¾┴┐╗ž╩šį┘ė├Ą─įŁ┴ŽĪŻ
å╬╝āą═┼Ų╠¢į┌C┼Ų╠¢¾wŽĄųą┐╔Ęų×ķC1ŻŁC4Ż¼į┌ISO┼Ų╠¢¾wŽĄųą┐╔░┤KĪóNĪóS║═H┼Ų╠¢ŽĄ┴ą▀MąąĘųŅÉĪŻŠ▀ėąųąķg╠žąįĄ─å╬╝āą═┼Ų╠¢┐╔ęįÜwŅÉ×ķ═©ė├┼Ų╠¢Ż©╚ń C2╗“K20Ż®Ż¼┐╔ė├ė┌▄掄ĪóŃŖŽ„Īó┼┘Ž„║═ńMŽ„╝ė╣żŻ╗Š¦┴Ż│▀┤ń▌^ąĪ╗“ŌÆ║¼┴┐▌^Ą═Īóė▓Č╚▌^Ė▀Ą─┼Ų╠¢┐╔ęįÜwŅÉ×ķŠ½╝ė╣ż┼Ų╠¢Ż©╚ńC4╗“K01Ż®Ż╗Š¦┴Ż│▀┤ń▌^┤¾╗“ ŌÆ║¼┴┐▌^Ė▀ĪóĒgąį▌^║├Ą─┼Ų╠¢┐╔ęįÜwŅÉ×ķ┤ų╝ė╣ż┼Ų╠¢Ż©╚ńC1╗“K30Ż®ĪŻ
ė├å╬╝āą═┼Ų╠¢ųŲįņĄ─ĄČŠ▀┐╔ė├ė┌ŪąŽ„╝ė╣żĶTĶFĪó200║═300ŽĄ┴ą▓╗õPõōĪóõX║═Ųõ╦¹ėą╔½Įī┘ĪóĖ▀£ž║ŽĮ║═┤Ńė▓õōĪŻ┤╦ŅÉ┼Ų╠¢▀Ć─▄æ¬ė├ė┌ĘŪĮī┘ŪąŽ„ŅIė“Ż©╚ńū„×ķ Är╩»║═Ąž┘|Ń@╠Į╣żŠ▀Ż®Ż¼▀@ą®┼Ų╠¢Ą─Š¦┴Ż│▀┤ńĘČć·į┌1.5ŻŁ10”╠mŻ©╗“Ė³┤¾Ż®Ż¼ŌÆ║¼┴┐×ķ6ŻźŻŁ16ŻźĪŻå╬╝āą═ė▓┘|║ŽĮ┼Ų╠¢Ą─┴Ēę╗ĘNĘŪĮī┘ŪąŽ„ŅÉė├═Š╩ŪųŲįņ ─ŻŠ▀║═ø_Ņ^Ż¼▀@ą®┼Ų╠¢═©│ŻŠ▀ėąųąĄ╚┤¾ąĪĄ─Š¦┴Ż│▀┤ńŻ¼ŌÆ║¼┴┐×ķ16ŻźŻŁ30ŻźĪŻ
Ż©2Ż®╬󊦹═ė▓┘|║ŽĮ┼Ų╠¢
┤╦ŅÉ┼Ų╠¢═©│Ż║¼ėą6ŻźŻŁ15ŻźĄ─ŌÆĪŻį┌ę║ŽÓ¤²ĮYĢrŻ¼╠Ē╝ėĄ─╠╝╗»ŌC║═Ż©╗“Ż®╠╝╗»Ńt┐╔ęį┐žųŲŠ¦┴ŻķL┤¾Ż¼Å─Č°½@Ą├┴ŻČ╚ąĪė┌1”╠mĄ─╝ÜŠ¦┴ŻĮYśŗĪŻ▀@ĘN╬ó╝ÜŠ¦┴Ż┼Ų╠¢ Š▀ėąĘŪ│ŻĖ▀Ą─ė▓Č╚║═500księį╔ŽĄ─ÖMŽ“öÓ┴čÅŖČ╚ĪŻĖ▀ÅŖČ╚┼cūŃē“Ą─ĒgąįŽÓĮY║ŽŻ¼╩╣┤╦ŅÉ┼Ų╠¢Ą─ĄČŠ▀┐╔ęį▓╔ė├Ė³┤¾Ą─š²Ū░ĮŪŻ¼Å─Č°─▄═©▀^ŪąŽ„Č°▓╗╩Ū═ŲöDĮī┘▓─ ┴ŽüĒ£pąĪŪąŽ„┴”║═«a╔·▌^▒ĪĄ─Ūąą╝ĪŻ
═©▀^į┌┼Ų╠¢ė▓┘|║ŽĮĘ█┴ŽĄ─╔·«aųąī”Ė„ĘNįŁ▓─┴Ž▀Mąąć└Ė±Ą─ŲĘ┘|ĶbČ©Ż¼ęį╝░ī”¤²ĮY╣ż╦ćŚl╝■īŹ╩®ć└Ė±Ą─┐žųŲŻ¼Ę└ų╣į┌▓─┴Ž’@╬óĮYśŗųąą╬│╔ĘŪš²│ŻĄ─┤¾Š¦┴ŻŻ¼Š═─▄½@Ą├ ▀m«öĄ─▓─┴Žąį─▄ĪŻ×ķ┴╦▒Ż│ųŠ¦┴Ż│▀┤ń╝ÜąĪŪęŠ∙ä“ę╗ų┬Ż¼ų╗ėąį┌─▄ī”įŁ┴Ž║═╗ž╩š╣ż╦ć▀Mąą╚½├µ┐žųŲŻ¼ęį╝░īŹ╩®ÅVĘ║┘|┴┐Öz£yĄ─ŪķørŽ┬Ż¼▓┼─▄╩╣ė├╗ž╩šĄ─į┘╔·Ę█┴ŽĪŻ
╬󊦹═┼Ų╠¢┐╔į┌ISO┼Ų╠¢¾wŽĄųą┐╔░┤M┼Ų╠¢ŽĄ┴ą▀MąąĘųŅÉŻ¼│²┤╦ęį═ŌŻ¼į┌C┼Ų╠¢¾wŽĄ║═ISO┼Ų╠¢¾wŽĄųąĄ─Ųõ╦¹ĘųŅÉĘĮĘ©┼cå╬╝āą═┼Ų╠¢ŽÓ═¼ĪŻ╬óŠ¦┼Ų╠¢┐╔ė├ė┌ųŲįņŪąŽ„▌^▄ø╣ż╝■▓─┴ŽĄ─ĄČŠ▀Ż¼ę“×ķ▀@ĘNĄČŠ▀Ą─▒Ē├µ┐╔ęį╝ė╣żĄ├ĘŪ│Ż╣Ō╗¼Ż¼▓ó─▄▒Ż│ųśOŲõõh└¹Ą─ŪąŽ„╚ąĪŻ
╬óŠ¦┼Ų╠¢ĄČŠ▀▀Ć─▄ė├ė┌╝ė╣żµć╗∙│¼╝ē║ŽĮŻ¼ę“×ķ▀@ĘNĄČŠ▀─▄ē“│ą╩▄Ė▀▀_1200ĪµĄ─ŪąŽ„£žČ╚ĪŻī”ė┌Ė▀£ž║ŽĮ║═Ųõ╦¹╠ž╩Ō▓─┴ŽĄ─╝ė╣żŻ¼▓╔ė├╬óŠ¦┼Ų╠¢ĄČŠ▀║═║¼ßæĄ─å╬ ╝ā┼Ų╠¢ĄČŠ▀Ż¼─▄ē“═¼Ģr╠ßĖ▀Ųõ─═─źąįĪó┐╣ūāą╬─▄┴”║═ĒgąįĪŻ╬óŠ¦┼Ų╠¢▀Ć▀m║ŽųŲįņĢ■«a╔·╝¶Ūąæ¬┴”Ą─ą²▐DĄČŠ▀Ż©╚ńŃ@Ņ^Ż®ĪŻėąę╗ĘNŃ@Ņ^▓╔ė├Å═║Ž┼Ų╠¢Ą─ė▓┘|║ŽĮųŲįņŻ¼ į┌═¼ę╗ų¦Ń@Ņ^Ą─╠žČ©▓┐╬╗Ż¼▓─┴ŽųąĄ─ŌÆ║¼┴┐Ė„▓╗ŽÓ═¼Ż¼Å─Č°Ė∙ō■╝ė╣żąĶę¬ā×╗»┴╦Ń@Ņ^Ą─ė▓Č╚║═ĒgąįĪŻ
Ż©3Ż®║ŽĮą═ė▓┘|║ŽĮ┼Ų╠¢
┤╦ŅÉ┼Ų╠¢ų„ę¬ė├ė┌ŪąŽ„╝ė╣żõō╝■Ż¼ŲõŌÆ║¼┴┐═©│Ż×ķ5ŻźŻŁ10ŻźŻ¼Š¦┴Ż│▀┤ńĘČć·×ķ0.8ŻŁ2”╠mĪŻ═©▀^╠Ē╝ė4ŻźŻŁ25ŻźĄ─╠╝╗»ŌüŻ©TiCŻ®Ż¼┐╔ęį£pąĪ╠╝╗»µu Ż©WCŻ®öU╔óĄĮõōą╝▒Ē├µĄ─āAŽ“ĪŻ═©▀^╠Ē╝ė▓╗│¼▀^25ŻźĄ─╠╝╗»ŃgŻ©TaCŻ®║═╠╝╗»ŌēŻ©NbCŻ®Ż¼┐╔ęįĖ─╔ŲĄČŠ▀Ą─ÅŖČ╚Īó┐╣į┬č└═▌─źōp─▄┴”║═─═¤ßø_ō¶ąįĪŻ╠Ē╝ė┤╦ ŅÉ┴óĘĮ╠╝╗»╬’▀Ć─▄╠ßĖ▀ĄČŠ▀Ą─╝tė▓ąįŻ¼į┌ųž▌dŪąŽ„╗“ŪąŽ„╚ąĢ■«a╔·Ė▀£žĄ─Ųõ╦¹╝ė╣żųąŻ¼ėąų·ė┌▒▄├ŌĄČŠ▀░l╔·¤ßūāą╬ĪŻ┤╦═ŌŻ¼╠╝╗»Ōüį┌¤²ĮY▀^│╠ųą─▄╠ß╣®│╔║╦╬╗ų├Ż¼Ė─ ╔Ų┴óĘĮ╠╝╗»╬’į┌╣ż╝■ųąĄ─Ęų▓╝Š∙ä“ąįĪŻ
ę╗░ŃüĒšfŻ¼║ŽĮą═ė▓┘|║ŽĮ┼Ų╠¢Ą─ė▓Č╚ĘČć·×ķHRA91ŻŁ94Ż¼ÖMŽ“öÓ┴čÅŖČ╚×ķ150ŻŁ300ksiĪŻ┼cå╬╝āą═┼Ų╠¢ŽÓ▒╚Ż¼║ŽĮą═┼Ų╠¢Ą──═─ź┴Ž─źōpąį─▄▌^▓ŅŻ¼ ŪęÅŖČ╚▌^Ą═Ż¼Ą½Ųõ─═š│ĮY─źōpĄ─ąį─▄Ė³║├ĪŻ║ŽĮą═┼Ų╠¢į┌C┼Ų╠¢¾wŽĄųą┐╔Ęų×ķC5ŻŁC8Ż¼į┌ISO┼Ų╠¢¾wŽĄųą┐╔░┤P║═M┼Ų╠¢ŽĄ┴ą▀MąąĘųŅÉĪŻŠ▀ėąųąķg╠žąįĄ─║ŽĮ ą═┼Ų╠¢┐╔ęįÜwŅÉ×ķ═©ė├┼Ų╠¢Ż©╚ńC6╗“P30Ż®Ż¼┐╔ė├ė┌▄掄Īó╣źĮzĪó┼┘Ž„║═ŃŖŽ„╝ė╣żĪŻė▓Č╚ūŅĖ▀Ą─┼Ų╠¢┐╔ęįÜwŅÉ×ķŠ½╝ė╣ż┼Ų╠¢Ż©╚ńC8║═P01Ż®Ż¼ė├ė┌Š½▄ć║═ńM Ž„╝ė╣żĪŻ▀@ą®┼Ų╠¢═©│ŻŠ▀ėą▌^ąĪĄ─Š¦┴Ż│▀┤ń║═▌^Ą═Ą─ŌÆ║¼┴┐Ż¼ęį½@Ą├╦∙ąĶꬥ─ė▓Č╚║═─═─źąįĪŻ▓╗▀^Ż¼═©▀^╠Ē╝ė▌^ČÓĄ─┴óĘĮ╠╝╗»╬’ę▓─▄½@Ą├ŅÉ╦ŲĄ─▓─┴Ž╠žąįĪŻĒgąįūŅ║├ Ą─┼Ų╠¢┐╔ęįÜwŅÉ×ķ┤ų╝ė╣ż┼Ų╠¢Ż©╚ńC5╗“P50Ż®ĪŻ▀@ą®┼Ų╠¢═©│ŻŠ▀ėąųąĄ╚┤¾ąĪĄ─┴ŻČ╚║═Ė▀ŌÆ║¼┴┐Ż¼┴óĘĮ╠╝╗»╬’Ą─╠Ē╝ė┴┐ę▓▌^╔┘Ż¼ęį═©▀^ęųųŲ┴č╝yöUš╣Č°½@Ą├╦∙ąĶę¬ Ą─ĒgąįĪŻį┌öÓ└m▄掄╝ė╣żųąŻ¼═©▀^▓╔ė├╔Ž╩÷ĄČŠ▀▒Ē├µŠ▀ėą▌^Ė▀ŌÆ║¼┴┐Ą─Ė╗ŌÆ┼Ų╠¢Ż¼▀Ć┐╔ęį▀Mę╗▓Į╠ßĖ▀ŪąŽ„ąį─▄ĪŻ
╠╝╗»Ōü║¼┴┐▌^Ą═Ą─║ŽĮą═┼Ų╠¢ė├ė┌ŪąŽ„╝ė╣ż▓╗õPõō║═┐╔ÕæĶTĶFŻ¼Ą½ę▓┐╔ė├ė┌╝ė╣żėą╔½Įī┘Ż©╚ńµć╗∙│¼╝ē║ŽĮŻ®ĪŻ▀@ą®┼Ų╠¢Ą─Š¦┴Ż│▀┤ń═©│ŻąĪė┌1”╠mŻ¼ŌÆ║¼┴┐×ķ 8ŻźŻŁ12ŻźĪŻė▓Č╚▌^Ė▀Ą─┼Ų╠¢Ż©╚ńM10Ż®┐╔ė├ė┌▄掄╝ė╣ż┐╔ÕæĶTĶFŻ╗Č°Ēgąį▌^║├Ą─┼Ų╠¢Ż©╚ńM40Ż®┐╔ė├ė┌ŃŖŽ„║═┼┘Ž„õō╝■Ż¼╗“š▀ė├ė┌▄掄▓╗õPõō╗“│¼╝ē║ŽĮĪŻ
║ŽĮą═ė▓┘|║ŽĮ┼Ų╠¢▀Ć─▄ė├ė┌ĘŪĮī┘ŪąŽ„ŅÉė├═ŠŻ¼ų„ę¬ė├ė┌ųŲįņ─═─ź┴Ń╝■ĪŻ▀@ą®┼Ų╠¢Ą─┴ŻČ╚═©│Ż×ķ1.2ŻŁ2”╠mŻ¼ŌÆ║¼┴┐×ķ7ŻźŻŁ10ŻźĪŻį┌╔·«a▀@ą®┼Ų╠¢ĢrŻ¼═© │ŻĢ■╝ė╚ļ║▄┤¾▒╚└²Ą─╗ž╩šįŁ┴ŽŻ¼Å─Č°į┌─═─ź┴Ń╝■Ą─æ¬ė├ųą½@Ą├▌^Ė▀Ą─│╔▒Šą¦ęµĪŻ─═─ź┴Ń╝■ąĶꬊ▀ėą║▄║├Ą──═Ė»╬gąį║═▌^Ė▀Ą─ė▓Č╚Ż¼į┌╔·«a┤╦ŅÉ┼Ų╠¢ĢrŻ¼┐╔ęį═©▀^╠Ē╝ė µć║═╠╝╗»ŃtüĒ½@Ą├▀@ą®ąį─▄ĪŻ
×ķ┴╦ØMūŃĄČŠ▀ųŲįņ╔╠į┌╝╝ągąį║═ĮøØ·ąį╔ŽĄ─ļpųžę¬Ū¾Ż¼ė▓┘|║ŽĮĘ█┴Ž╩ŪĻPµIę¬╦žĪŻßśī”ĄČŠ▀ųŲįņ╔╠Ą─╝ė╣żįOéõ║═╣ż╦ćģóöĄČ°įOėŗĄ─Ę█┴Ž┐╔┤_▒Ż│╔ŲĘ╣ż╝■Ą─ąį─▄Ż¼▓óī¦ ų┬│÷¼F┴╦öĄ░┘ĘNė▓┘|║ŽĮ┼Ų╠¢ĪŻė▓┘|║ŽĮ▓─┴Ž┐╔裣h└¹ė├Ą─╠ž³cęį╝░┐╔ų▒Įė┼cĘ█┴Ž╠ß╣®╔╠║Žū„Ą──▄┴”Ż¼╩╣ĄČŠ▀ųŲįņ╔╠─▄ē“ėąą¦┐žųŲŲõ«aŲĘ┘|┴┐║═▓─┴Ž│╔▒ŠĪŻ
├Ōž¤┬Ģ├„Ż║╔Ž╬─āH┤·▒Ēū„š▀╗“░l▓╝š▀ė^³cŻ¼┼c▒ŠšŠ¤oĻPĪŻ▒ŠšŠ▓ó¤o┴xäšī”ŲõįŁäōąį╝░ā╚╚▌╝ėęįūCīŹĪŻī”▒Š╬─╚½▓┐╗“š▀▓┐Ęųā╚╚▌(╬─ūų╗“łDŲ¼)Ą─šµīŹąįĪó═Ļš¹ąį▒ŠšŠ▓╗ū„╚╬║╬▒ŻūC╗“│ąųZŻ¼šłūxš▀ģó┐╝Ģrūįąą║╦īŹŽÓĻPā╚╚▌ĪŻ▒ŠšŠųŲū„Īó▐D▌dĪó═¼ęŌĢ■åT░l▓╝╔Ž╩÷ā╚╚▌āH│÷ė┌é„▀fĖ³ČÓą┼Žóų«─┐Ą─Ż¼Ą½▓╗▒Ē├„▒ŠšŠšJ┐╔Īó═¼ęŌ╗“┘Ø═¼Ųõė^³cĪŻ╔Ž╩÷ā╚╚▌āH╣®ģó┐╝Ż¼▓╗śŗ│╔═Č┘YøQ▓▀ų«Į©ūhŻ╗═Č┘Yš▀ō■┤╦▓┘ū„Ż¼’LļUūįō·ĪŻ╚ńī”╔Ž╩÷ā╚╚▌ėą╚╬║╬«ÉūhŻ¼šł┬ōŽĄŽÓĻPū„š▀╗“┼c▒ŠšŠšŠķL┬ōŽĄŻ¼▒ŠšŠīó▒M┐╔─▄ģfų·╠Ä└ĒėąĻP╩┬ę╦ĪŻųxųxįLå¢┼c║Žū„ŻĪ ųąµuį┌ŠĆ▓╔╝»ųŲū„.
|