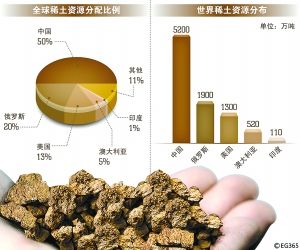
š¹¾wĄ═├į ĄČŠ▀Ų¾śIīżŪ¾═╗ŲŲ
Ą┌Ų▀ī├ųąć°öĄ┐žÖC┤▓š╣ė[Ģ■Ż©CCMT2012Ż®ė┌2012─Ļ4į┬16Ī½20╚šį┌─ŽŠ®ć°ļH▓®ė[ųąą─┬Īųžš┘ķ_Ż¼ĄČŠ▀╩Ūš╣ė[Ģ■Ą─ųžę¬š╣│÷ā╚╚▌ĪŻū„×ķĮī┘ŪąŽ„ŅIė“Ą─ųžę¬├Į¾wŻ¼ĪČĮī┘╝ė╣żĪĘ╝░Įī┘╝ė╣żį┌ŠĆģó╝ė┴╦▒Š┤╬š╣ė[Ģ■Ż¼═©▀^┼cĄČŠ▀š╣╔╠Į╗┴„ĪóīW┴ĢŻ¼¼Fīó╬ęéā┐┤ĄĮĪó┴╦ĮŌĄĮĄ─³cĄ╬Ūķørš╣¼FĮo┤¾╝ęĪŻ
ĪĪĪĪ╝─═¹╩ął÷Ą═ķ_Ė▀ū▀ ųąĄ═Č╦ŲĘ┼Ų░l┴”
ĪĪĪĪĮ±─ĻęįüĒŻ¼ÖCąĄ╣żśIĮøØ·▀\ąąą╬ä▌▒╚▌^ć└Š■Ż¼į÷ķL╦┘Č╚į┌╚ź─Ļ├„’@╗ž┬õĄ─╗∙ĄA╔Ž└^└m╗ž┬õŻ¼Ūę╗ž┬õĘ∙Č╚▀h┤¾ė┌ŅAėŗĪŻļm╚╗╣╠Č©┘Y«a═Č┘Y╚įį┌į÷ķLŻ¼Ą½╩Ū│²║Į┐š║Į╠ņĪó▐rśIÖCąĄĄ╚╔┘öĄŅIė“═ŌŻ¼Ų¹▄ćĪóļŖ╣żĪó╣ż│╠ÖCąĄĄ╚ų„ꬹąśI«aõNŠ∙│÷¼FŽ┬╗¼Ż¼Ė„ąąśI╔·«aķ_╣ż┐é┴┐▓╗ūŃĪŻ╩ął÷Ą═├įŪķørŽ┬Ż¼ė├æ¶Ų¾śIī”ĄČŠ▀ę¬Ū¾▌^Ė▀Ż¼ĮĄĄ═│╔▒ŠąĶę¬ē║Ą═ĄČŠ▀Äņ┤µĪŻ╩▄┤╦╦∙└█Ż¼š╣Ģ■Ų┌ķg▒ŖČÓĄČŠ▀śIā╚╚╦╩┐▒Ē╩ŠŻ¼ĄČŠ▀ąąśI2012─Ļķ_Šų▓╗╔§└ĒŽļŻ¼ę╗ą®ų°├¹ĄČŠ▀ŲĘ┼Ųę╗╝ŠČ╚õN┴┐═¼▒╚Ž┬ĮĄ20%ū¾ėęĪŻ
ĪĪĪĪųĄĄ├ūóęŌĄ─╩ŪŻ¼ļm╚╗╩ął÷Ą═├įŻ¼Ą½╩ŪųąĄ═Č╦ŲĘ┼ŲĄ─į÷ķL╦┘Č╚ę¬┐ņė┌Ė▀Č╦ŲĘ┼ŲŻ¼▀@┐╔─▄╩Ūė╔ė┌ųąĄ═Č╦ŲĘ┼Ų«aŲĘ┘|┴┐╠ßĖ▀Īóąįār▒╚ėą╦∙╠ß╔²Ż¼į┌ą╬ä▌┌ģŠoĄ─ŪķørŽ┬Ė³╩▄ė├æ¶ŪÓ▓AĪŻį┌┤╦ŪķørŽ┬Ż¼║▄ČÓĖ▀Č╦ĄČŠ▀ŲĘ┼Ų▀xō±ų„äėæ¬ī”▓╗└¹Šų├µŻ║ę╗╩Ū╝ė┐ņķ_░lą┬«aŲĘŻ¼╠ßĖ▀╔·«aą¦┬╩║═┘|┴┐ĪŻČ■╩Ū└^└mĻPūóąąśIš¹¾wĮŌøQĘĮ░ĖŻ¼░lō]ĖéĀÄ┴”ÅŖĄ─ā×ä▌ĪŻ╚²╩Ū╠ßĖ▀Ę■äš─▄┴”Ż¼┐sČ╠Į╗žøĢrķgĪŻ┴Ē═Ō═©▀^╝ėÅŖĄČŠ▀Ų¾śI┼cÖC┤▓Ų¾śIĄ─┼õ║ŽŻ¼┴╦ĮŌ╩ął÷ąĶŪ¾Ż¼┼¼┴”ķ_═ž▐rÖCĪó║Į┐š║Į╠ņĄ╚─┐Ū░į÷ķL▌^┐ņĄ─æ¬ė├ŅIė“Ż¼š╣ķ_▓Ņ«É╗»ĖéĀÄęį╚ĪĄ├ŽÓī”ā×ä▌ĪŻ
ĪĪĪĪšä╝░ī”╬┤üĒę╗Č╬Ģrķg╩ął÷ą╬ä▌Ą─ŅA£yŻ¼╗∙ė┌╚²į┬Ę▌ÖCąĄ╣żśI▀\ąą┼c╩ął÷Ęų╬÷öĄō■▒╚ę╗į┬Ę▌ėą╦∙║├▐DŻ¼į┌╝─ŽŻ═¹ė┌2012─ĻĄČŠ▀╩ął÷Ą═ķ_Ė▀ū▀Ą─═¼ĢrŻ¼┤¾╝ęę╗ų┬šJ×ķ░lš╣į÷╦┘æ¬įō╗žÜw└ĒąįĪŻ
ĪĪĪĪųž┤¾īŻĒŚ┤“įņŠ½├▄╣żŠ▀äōą┬─▄┴”ŲĮ┼_
ĪĪĪĪCCMT2012š╣Ģ■Ų┌ķgŻ¼īŻķT┼e▐k┴╦öĄ┐žÖC┤▓īŻĒŚ│╔╣¹╝░æ¬ė├š╣Ż¼ŲõųąĪ░Š½├▄╣żŠ▀äōą┬─▄┴”ŲĮ┼_Ī▒š╣╩Š╩ŪŲõųąųžę¬ĮM│╔▓┐ĘųŻ¼ęįć°ā╚ĄČŠ▀²łŅ^Ų¾śI×ķų„¾wŻ¼┬ō║Žć°ā╚ā×ä▌蹊┐å╬╬╗╝░Ų¹▄ćĪó║Į┐šĄ╚ųž³cŅIė“Ąõą═ė├æ¶Ż¼Į©┴ó╝╝ągķ_░l║═╣▄└Ē▀\ĀI╦«ŲĮŽ╚▀MĄ─Š½├▄╣żŠ▀äōą┬─▄┴”ŲĮ┼_ĪŻ┐Ų╝╝ųž┤¾īŻĒŚĄ─īŹ╩®┤¾┤¾═Ų▀M┴╦ć°«aĄČŠ▀ŲĘ┼ŲĄ─░lš╣Ż¼Š½├▄╣żŠ▀äōą┬─▄┴”ŲĮ┼_ęč│╔×ķć°«aĄČŠ▀ŲĘ┼ŲĄ─ųžę¬╝╝ągų¦ō╬║═╚╦▓┼Š█╝»╗∙ĄžĪŻ
ĪĪĪĪųĻų▐Ń@╩»ŪąŽ„ĄČŠ▀╣╔Ę▌ėąŽ▐╣½╦Šš╣╩Š┴╦│¼╝ÜŠ¦┴Żš¹¾wė▓┘|║ŽĮ═┐īėPM/HMŽĄ┴ąŠ½├▄ŃŖĄČŻ¼įōĒŚ─┐Ą─蹊┐┼cķ_░lŻ¼ĮŌøQ┴╦ė▓┘|║ŽĮ¤²ĮY▀^│╠ųąŠ¦┴Ż┐ņ╦┘ķL┤¾▀@ę╗ĻPµI╝╝ągļyŅ}Ż¼čąųŲ│÷ė▓┘|║ŽĮČÓ┤╬ĪóČÓļAČ╬¤²ĮY╣ż╦ćŻ¼║ŽĮųąWCŠ¦┴ŻČ╚▀_ĄĮŻ©0.3Ī└0.1Ż®”╠mŻ¼ŠC║Žąį─▄║├ĪŻßśī”Ų¹▄ć░läėÖCĖū¾wĪóĖū╔wĪóŪ·▌SĪó▀BŚUĪó═╣▌åĄ╚ĻPµI┴Ń▓┐╝■Ą─╝ė╣żŻ¼ķ_░lĄ─12éĆŽĄ┴ąīŻė├ĄČŠ▀Ż¼│╔╣”æ¬ė├ė┌Ųµ╚Ų¹▄ć╣½╦Š481╔·«aŠĆŻ¼▓óį┌╔±²łŲ¹▄ćĄ╚Ų¹▄ćųŲįņŲ¾śI▀Mę╗▓Į═ŲÅVŻ¼Į©┴óĄ─ŪąŽ„öĄō■Äņęčį┌ć°ā╚ÄūéĆ┤¾ą═Ų¾śIĄ├ĄĮ▀\ė├ĪŻ
ĪĪĪĪ╣■Ā¢×I┴┐Š▀╚ąŠ▀╝»łFš╣╩Š┴╦Ė▀╦┘öĄ┐žÖC┤▓ė├Ė▀Š½Č╚ĪóųŪ─▄╗»ą┬ą═╣żŠ▀ŽĄĮyŻ¼═╗ŲŲ┴╦HSK╣żŠ▀ŽĄĮy║═¤ß┐sŖAŅ^ĄČ▒·┼·┴┐ųŲįņĄ─įOėŗĪó╣ż╦ćĪóÖz“ץ╚╝╝ągŻ¼▓╔ė├ć°«a▓─┴Ž║═ūįėą▄ø╝■╝ė╣ż│╔ą═╝░¤ß╠Ä└Ē╝╝ągŻ¼īŹ¼F┴╦HSK╣żŠ▀ŽĄĮy║═¤ß┐sŖAŅ^ĄČ▒·Ą─Ė▀ą¦Ė▀Š½Č╚┼·┴┐ųŲįņĪŻ«aŲĘ╠ž³cŻ║ó┘HSK╣żŠ▀ŽĄĮyÅĮŽ“Č©╬╗Š½Č╚Ī▄0.002mmŻ¼Č╦├µ╠°äėĪ▄0.002mmĪŻó┌¤ß┐sŖAŅ^ĄČ▒·ĄČŠ▀ŖA│ų┐ūī”ÕF▒·Ą─═¼▌SČ╚į┌╔ņ│÷ķLČ╚3D╠Ä×ķ0.003mmĪŻó█HSK╣żŠ▀ŽĄĮy║═¤ß┐sŖAŅ^ĄČ▒·Ą─ÕFČ╚╣½▓ŅAT3Ż¼ĄČ▒·äėŲĮ║ŌŠ½Č╚┐╔▀_G2.5/25 000r/minŻ¼Š▀ėąRF╔õŅlųŪ─▄╗»ūRäe╣”─▄įOėŗĪŻĒŚ─┐═©▀^┴╦┐Ų╝╝ųž┤¾īŻĒŚ▐k“×╩šĪŻ
ĪĪĪĪØhĮŁ╣żŠ▀ėąŽ▐ž¤╚╬╣½╦Šš╣╩Š┴╦Ė▀ą¦Ė▀ąį─▄Š½├▄Å═ļsöĄ┐žŪąŽ„ĄČŠ▀ĪŻūįų„čą░l┴╦ĄČŠ▀─ŻöMįOėŗ▄ø╝■ĪóöĄ┐ž╔░▌åą▐š¹╝╝ąg╝░įOéõ▓ó╚ĪĄ├æ¬ė├ĪŻ═Ļ│╔┴╦│¼┤¾ĶéŲ¼²X▌åØLĄČĪóĖ▀╦┘Łh▒ŻĖ╔Ūą²X▌åØLĄČĪóĖ▀ą¦ļpŪąØLĄČĪó┤¾ą═Ė▀Š½Č╚└ŁĄČĪóĖ▀╦┘Łh▒ŻĖ╔Ūą▓Õ²XĄČĄ─čąųŲĪŻį┌ĄČŠ▀įOėŗ┼cųŲįņĪó▓─┴Ž¤ß╠Ä└ĒĪó▒Ē├µ═┐īėĄ╚ĘĮ├µŠ∙ėą╝╝ąg═╗ŲŲĪŻ
ĪĪĪĪ╔Ž║Ż╣żŠ▀ÅSėąŽ▐╣½╦Šķ_š╣┴╦Ė▀╦┘öĄ┐žÖC┤▓ė├ą┬ą═╣żŠ▀ŽĄĮyįOėŗĪóųŲįņĪóūRäeĪóÖz£yę╗¾w╗»čąŠ┐Ż¼ķ_░l│÷Š▀ėąūįų„ų¬ūR«aÖÓĄ─Ė▀╦┘╣żŠ▀ŽĄĮy╝░Ųõ┼õ╠ū«aŲĘŻ¼į┌ŅAŲĮ║ŌįOėŗĪó┼·┴┐╗»╔·«aųŲįņĪóHSKĄČ▒·ŠC║Žąį─▄Öz£yĪó├µŽ“ė├æ¶Ą─HSKĄČ▒·æ¬ė├Ą╚ĘĮ├µėą╝╝ąg═╗ŲŲĪŻĒŚ─┐═©▀^┴╦īŻĒŚ▐k“×╩šĪŻ
ĪĪĪĪć°«aĄČŠ▀ŲĘ┼Ų├ķ£╩ųž³cæ¬ė├ŅIė“
ĪĪĪĪ╦╔Ą┬š╣│÷æ¬ė├ė┌╩»ė═╣▄Ą└├▄ĘŌķy¾wŅIė“Ą─Č╦├µ/ŲĮ├µ▓█ŃŖĄČĪŻĖ▀ē║ķy¾wČ╦├µ├▄ĘŌŁh▓█╝ė╣żę¬Ū¾▌^Ė▀Ż¼é„Įy╝ė╣żĘĮĘ©×ķ▄掄║¾Ż¼ė├╔░╝łÆü╣ŌŻ¼ą¦┬╩Ą═Ż¼Č°Ūę▒Ē├µ┤ų▓┌Č╚║▄ļy▀_ĄĮę¬Ū¾ĪŻČ°▓╔ė├╦╔Ą┬┐╔š{╩ĮČ╦├µ▓█ŃŖĄČŻ¼╩╣ė├▓ÕčaŃŖĄ─ĘĮ╩ĮŻ¼┐╔▌p╦╔▀_ĄĮ╝ė╣żę¬Ū¾ĪŻ┤╦═ŌŻ¼įōĄČŠ▀ā╚═ŌÅĮŠ∙┐╔▀Mąą┤ųš{║═Š½š{Ż¼ā╔╠Ä╬óš{ÖCśŗŻ¼╬óš{ĘČć·0Ī½3mmŻ¼ę“┤╦├┐ę╗░čĄČŠ▀ī”æ¬ę╗Č©ĘČć·ā╚Ą─╝ė╣ż│▀┤ńŻ¼į┌╝ė╣ż▓╗═¼│▀┤ńĄ─ŽĄ┴ąķy¾wĢrŻ¼┐╔ęį┤¾┤¾£p╔┘ĄČŠ▀┘Åų├Ą─öĄ┴┐║═┘Mė├ĪŻ
ĪĪĪĪ┴Ē═Ō╦╔Ą┬▀Ćš╣│÷NBFŽĄ┴ą╬óš{Š½ńMĄČŻ¼į┌Ę┤Ž“ķgŽČĄ─▒ŻūC╔Ž├µ▀Mąą┴╦Ė─▀MŻ¼Ė▀Š½Č╚Ą─╬óš{ŽĄĮy─▄ē“▒ŻūC”š0.01mmĄ─š{š¹Š½Č╚Ż¼▀mė├ė┌Ė„ĘNÖCąĄ┴Ń╝■╔Ž┐ūĄ─Š½├▄╝ė╣żĪŻ╩╣ė├─ŻēK╗»Įė┐┌Ż¼┐╔ęį┼c▓╗═¼ą═╩ĮĄ─ĄČ▒·ĮM║ŽŻ¼┼õų├ņ`╗Ņ║å▒ŃŻ¼ųžÅ═└¹ė├┬╩Ė▀ĪŻ
ĪĪĪĪ╣ż│╠ÖCąĄ║═Ų¹▄ć░läėÖCė├ę║ē║ķyķy¾wųąėąįSįSČÓČÓČÓĄ─┐ūŽĄ, └²╚ńķyąŠčb┼õ┐ūĪóė═Ą└┐ūĪó£Ž═©ė═Ą└┐ūĄ╚ĪŻ▀@ą®┐ū│Ż╠Äė┌Ė▀ē║ų«Ž┬, ╦³éāųąę╗ą®▀ĆąĶę¬├▄ĘŌ, ę“┤╦ī”ų▒ŠĆČ╚Īó┤ų▓┌Č╚╝░│▀┤ń╣½▓ŅĄ╚ėą▌^Ė▀Ą─ę¬Ū¾, Ųõ╝ė╣ż┘|┴┐ęÓĢ■ų▒Įėė░ĒæĄĮę║ē║ŽĄĮyĄ─╣żū„ĘĆČ©ąįĪŻė╚Ųõ╩Ū─┐Ū░ę║ē║ķy¾w╔·«aė├õōüĒ┤·╠µįŁüĒĄ─ĶTĶFŻ¼╝ė╣żļyČ╚Ė³Ė▀ĪŻ╠Kų▌░óųZŠ½├▄ŪąŽ„╝╝ąg╣╔Ę▌ėąŽ▐╣½╦Šį┌▒Šī├š╣Ģ■ųąš╣╩Š┴╦ę║ē║ė├ķy¾w╝ė╣żĄČŠ▀Ż¼įōĄČŠ▀ųŲįņŽÓĻP│▀┤ńČÓĪóļyČ╚Ė▀Ż¼Öz£y▓╔ė├Ė▀Š½īŻė├įOéõŻ¼╚½öĄ┐ž£y┴┐ĪŻĄČŠ▀ÅŖČ╚Ė▀Ż¼─▄▀mæ¬É║┴ėĄ─╝ė╣żŁhŠ│ĪŻ
ĪĪĪĪ╔Ł╠®ėóĖ±Ż©│╔Č╝Ż®öĄ┐žĄČŠ▀ėąŽ▐╣½╦Šš╣╩Š┴╦×ķ╬õØh╔±²łŲ¹▄ć┼õ╠ūĄ─ŃŖĄČŻ¼Ų¹▄ćĄČŠ▀╩Ū╔Ł╠®ėóĖ±Ą─ų„ꬫaŲĘŻ¼│╔╣”æ¬ė├ė┌╔Ž║Ż┤¾▒ŖĪó╔Ž║ŻģR▒ŖĪóÅVų▌▒Š╠’Īó╔±²łŲ¹▄ćĪóŲµ╚Ų¹▄ćĄ╚Ų¹▄ćŲ¾śIĪŻ┤╦═ŌŻ¼╣½╦Š▀Ćš╣╩Š┴╦ūŅą┬Ą─ę║ē║ĄČ▒·Ż¼įōĄČ▒·į┌ŖAŅ^ų„¾w┼cčbŖA┐ūĄ─┼“├ø▒┌ų«ķgū÷┴╦ę╗éĆŁhą╬ĘŌķ]ė═Ū╗Ż¼ė═Ū╗ā╚│õØM┴╦īŻė├ę║ē║ė═Ż¼╦³┐╔ęįīóė═ē║Š∙ä“Ąžé„▀fĄĮ├▄ķ]ė═Ū╗Ą─├┐éĆ▓┐ĘųŻ¼ė═Ū╗ā╚Ą─ė══¼Ģr▀Ćį÷╝ėĮYśŗūĶ─߯¼Ė─╔ŲŖAŅ^Ą─äė┴”īW╠žąįŻ¼ī”£pąĪš±äėĪó╠ßĖ▀╝ė╣ż┘|┴┐Š▀ėą’@ų°Ą─ą¦╣¹ĪŻ
ĪĪĪĪć°ļHŲĘ┼Ųą┬ŲĘĄ³│÷
ĪĪĪĪ▒Š┤╬ć°ļHŲĘ┼ŲĄČŠ▀ģóš╣Ų¾śI▓╗ČÓŻ¼Ž±┐Ž╝{Īóę┴╦╣┐©Īó╔ĮĖ▀Īó╚²┴ŌĪó╦{Ä├ĪóūĪėčĪóOSGĪóŠ®┤╔Ą╚Š∙╬┤ģóš╣ĪŻĄ½Å─ģóš╣ĄČŠ▀Ų¾śIą┬ŲĘ═Ų│÷ĘNŅÉ║═öĄ┴┐╔Ž┐┤Ż¼ć°ļHĄČŠ▀ŲĘ┼Ų╚į╚╗▀b▀bŅIŽ╚ė┌ć°«aĄČŠ▀ŲĘ┼ŲĪŻ╝ė┐ņą┬«aŲĘķ_░l║══Ų│÷╦┘Č╚Ż¼ęč│╔×ķć°ļHĄČŠ▀ŲĘ┼ŲĄ─╩ął÷ĖéĀÄ└¹Ų„ĪŻ─│ų°├¹ĄČŠ▀ŲĘ┼ŲĄ─õN╩█öĄō■’@╩ŠŻ¼įōŲĘ┼Ų5─Ļā╚═Ų│÷Ą─«aŲĘš╝┐éõN┴┐Ą─50%ū¾ėęĪŻ
ĪĪĪĪCoroDrill 870┐╔ßśī”Š▀¾wæ¬ė├Ż¼ī”Ń@Ņ^Ą─ų▒ÅĮĪóķLČ╚║═┼_ļA▀Mąąā×╗»ėåųŲŻ¼Å─Č°╩╣Ń@Ž„ūāĄ├Ė³╝ėĖ▀ą¦Ż¼▓ó×ķŽ┬ę╗éĆ╣żą“ū÷║├Ė³│õĘųĄ─£╩éõĪŻŃ@¾w┼cĄČŅ^ų«ķgĄ─┐╔┐┐Įė┐┌┐╔┤_▒ŻĘĆČ©ąį║═Š½Č╚Ż¼▓óŪę┐ņ╦┘Īó║åå╬ĄžĖ³ōQĄČŅ^┐╔╩╣ėąą¦╝ė╣żĢrķgūŅ┤¾╗»ĪŻą┬Ą─Ń@╝Ōśŗą╬▒ŻūC┴╦Ė▀▀MĮo┬╩Ż¼╠ß╣®┴╦Ė³ķLĄ─ĄČŠ▀ē█├³║═┐╔┐┐ąįŻ¼═¼Ģr▀@ę▓ā×╗»┴╦Ūąą╝┐žųŲŻ¼╩╣ŪąŽ„▀^│╠Ė³╝ė░▓╚½ĪŻŃ@Ņ^ėąą¦ų▒ÅĮ12Ī½20.99 mmŻ¼ś╦£╩ķLČ╚ŽĄ┴ą×ķ3Ī½5 ▒ČÅĮĪŻ
ĪĪĪĪSilent Tools®╩Ū╔Į╠žŠS┐╦┐╔śĘØMą┬═Ų│÷Ą─▄掄ĪóŃŖŽ„ĪóńMŽ„║═Ń@Ž„ė├ŽĄ┴ą£pš±ĄČ▒·ĪŻ▀@ĘNĄČ▒·įOėŗ═©▀^ĄČ¾wā╚▓┐Ą─£pš±Ų„īóš±äėŽ¹£pų┴ūŅąĪĪŻ£pš±Ų„╩Ūė╔▒╗ā╔éĆŽŲżęr╠ūæęÆņį┌ĄČ▒·└’Ą─ųžą═£pš±¾wĮM│╔ĪŻė╔š│ę║╠ŅØM┴╦£pš±¾w┼cĄČ▒·▒Ē├µų«ķgĄ─┐šŽČĪŻ╚ń╣¹╝ė╣ż▀^│╠ųą│÷¼Fš±äėŻ¼£pš±ŽĄĮyŠ═Ģ■░lō]ū„ė├Ż¼ĄČ▒·Ą─äė─▄▒╗£pš±¾w╬³╩šŻ¼Å─Č°£pąĪš±äėŻ¼£p╔┘įļ┬ĢĪŻSilent Tools?£pš±ĄČŠ▀┤¾ČÓöĄæ¬ė├ė┌ķLæę╔ņĄ─╣ż╦ćŚl╝■Ż¼Č°īŹļH╩╣ė├ĢrŻ¼╝┤╩╣į┌╔įČ╠æę╔ņŻ©4Ī½6▒ČĄČŠ▀æę╔ņ┴┐Ż®Śl╝■Ž┬Ż¼į┌£pš±Ą─═¼Ģrę▓┐╔ęį½@Ą├╔·«a┬╩Ą─┤¾Ę∙Č╚╠ßĖ▀║═▒Ē├µ┘|┴┐Ą─’@ų°Ė─╔ŲĪŻ
ĪĪ═▀Ā¢╠žą┬═Ų│÷Ą─Ńy╗óŻ©Tiger.tec® SilverŻ®▄ćĄČŲ¼ŽĄ┴ąŻ¼▀@┤╬╔²╝ē┼cęį═∙ūŅ┤¾Ą─▓╗═¼╩ŪŲõ═┐īėĄ─╬óĮYśŗėą┴╦ĘŪ│Ż┤¾Ą─ūā╗»Ż¼Å─Č°╩╣Ńy╗óĄČŲ¼═¼ĢrŠ▀ėą┴╦PVD═┐īėõh└¹║═CVD═┐īė─═─źĄ─╠žąįŻ¼╩╣╝ė╣żĖ³╝ėĖ▀ą¦║═ĮøØ·ĪŻįōŽĄ┴ąĄČŲ¼Ą─▓█ą═Įø▀^┴╦╠ž╩ŌįOėŗŻ¼ė╚Ųõ▀mė├ė┌╝ėõō╝■Ż¼ĄČŲ¼▓█ą═įOėŗųą═©ė├öÓą╝ģ^ė“ū„┴╦į÷┤¾╠Ä└ĒŻ¼╩╣öÓą╝Ė³╝ė┴„Ģ│║═┐ņ╦┘Ż╗ĄČŲ¼ŪąŽ„╚ą┐┌▀Mąą┴╦╬ó╠Ä└ĒŻ¼į┌┐╣║¾ĄČ├µ─źōp╗“╦▄ąįūāą╬ąį─▄╔Žėą┴╦║▄┤¾Ą─╠ß╔²ĪŻ
ĪĪĪĪ═▀Ā¢╠ž-Ą┘╠®┐╦╦╣Ż©Walter TitexŻ®XDĄ─Ń@╔Ņ┐╔▀_70▒ČÅĮĪŻ┐╔ęįė├ę╗Ą└╣żą“Ń@│÷╔Ņ┐ūČ°¤oąĶ═╦ĄČŻ¼═©▀^ā╚└õ┐ū▀Mąą└õģsĪŻ▒M╣▄Ń@╔Ņ┤¾Ż¼Ą½▓╗ąĶę¬╚╬║╬╠ž╩ŌĄ─└õģsčbų├Ż¼ų╗╩╣ė├į┌├┐éĆ╝ė╣żųąą─╔ŽČ╝─▄╠ß╣®Ą─ś╦£╩└õģsčbų├ęčĮøūŃē“ĪŻī”ÖC┤▓Ą─ę¬Ū¾▓ó▓╗╩ŪĘŪ│ŻĖ▀Ż¼ūį20barŲĄ─▌^Ą═Ą─ā╚└õē║┴”╝┤┐╔╩╣ė├Ż¼┐╔æ¬ė├ė┌│÷┐┌×ķą▒├µ║═ž×┤®┐ūĄ─ł÷║ŽĪŻ
ĪĪĪĪŲš└Ł├ū╠žĖ▀╦┘├µŃŖĄČŠ▀ėąļp├µĄČŲ¼12éĆŪąŽ„╚ąŻ¼ū¾ėę╩ųĄČ▒PŠ∙┐╔╩╣ė├ ;Ūą╔Ņ ap = 5 mmŻ¼├┐²X▀MĮoĘČć·fz=0.10~0.50 mm/├┐²X;PrametĄČ¾w▓╔ė├¬Ü╠žĄ─ćŖ╔│═┐īė╝╝ągŻ¼┴Ņ▒Ē├µė▓Č╚▀_ĄĮ65HRCęį╔ŽŻ¼Č°Ūę╣Ō╗¼Ż¼▓╗āH╠ßĖ▀┴╦ĄČ¾wĄ──═─źąįŻ¼═¼Ģr╠ßĖ▀┴╦┼┼ą╝ąį─▄Ż¼├µŃŖĄČĄČ¾węį45ĪŃĮŪ░▓čb┴╦Š▀ėą12éĆŪąŽ„╚ąĄ─ĄČŲ¼ĪŻĖ▀╦┘├µŃŖĄČļp├µ╩«Č■╚ąŃŖĄČæ¬ė├ł÷║ŽŻ║ĄČŲ¼ėąŠ½Īó░ļŠ½Īó┤ų╝ė╣ż╚²ĘN▓█ą═║═ą▐╣Ō╚ąĪŻŲš└Ł├ū╠žļp├µ╩«Č■╚ąĄ─ĄČŲ¼Š½Č╚Ė▀Č°¤oĄČē|Ż¼┐╔ė├ė┌Š½╝ė╣żŻ¼ŪęŠ½╝ė╣żĢrŻ¼╝ė╣ż╣ż╝■┤ų▓┌Č╚┐╔ęįąĪė┌1 ?mĪŻČ°īŻė├Ą─ą▐╣Ō╚ąĄČŲ¼Ż¼┐╔ė├ė┌┤¾ų▒ÅĮĄČ▒PŠ½╝ė╣żĪŻŲš└Ł├ū╠ž═¼Ģr▀Ćš╣│÷┴╦░³└©ųžą═▄ćĄČ║═ĄČŲ¼į┌ā╚Ą─▄掄ŽĄ┴ą«aŲĘĪŻ
├Ōž¤┬Ģ├„Ż║╔Ž╬─āH┤·▒Ēū„š▀╗“░l▓╝š▀ė^³cŻ¼┼c▒ŠšŠ¤oĻPĪŻ▒ŠšŠ▓ó¤o┴xäšī”ŲõįŁäōąį╝░ā╚╚▌╝ėęįūCīŹĪŻī”▒Š╬─╚½▓┐╗“š▀▓┐Ęųā╚╚▌(╬─ūų╗“łDŲ¼)Ą─šµīŹąįĪó═Ļš¹ąį▒ŠšŠ▓╗ū„╚╬║╬▒ŻūC╗“│ąųZŻ¼šłūxš▀ģó┐╝Ģrūįąą║╦īŹŽÓĻPā╚╚▌ĪŻ▒ŠšŠųŲū„Īó▐D▌dĪó═¼ęŌĢ■åT░l▓╝╔Ž╩÷ā╚╚▌āH│÷ė┌é„▀fĖ³ČÓą┼Žóų«─┐Ą─Ż¼Ą½▓╗▒Ē├„▒ŠšŠšJ┐╔Īó═¼ęŌ╗“┘Ø═¼Ųõė^³cĪŻ╔Ž╩÷ā╚╚▌āH╣®ģó┐╝Ż¼▓╗śŗ│╔═Č┘YøQ▓▀ų«Į©ūhŻ╗═Č┘Yš▀ō■┤╦▓┘ū„Ż¼’LļUūįō·ĪŻ╚ńī”╔Ž╩÷ā╚╚▌ėą╚╬║╬«ÉūhŻ¼šł┬ōŽĄŽÓĻPū„š▀╗“┼c▒ŠšŠšŠķL┬ōŽĄŻ¼▒ŠšŠīó▒M┐╔─▄ģfų·╠Ä└ĒėąĻP╩┬ę╦ĪŻųxųxįLå¢┼c║Žū„ŻĪ ųąµuį┌ŠĆ▓╔╝»ųŲū„.
|